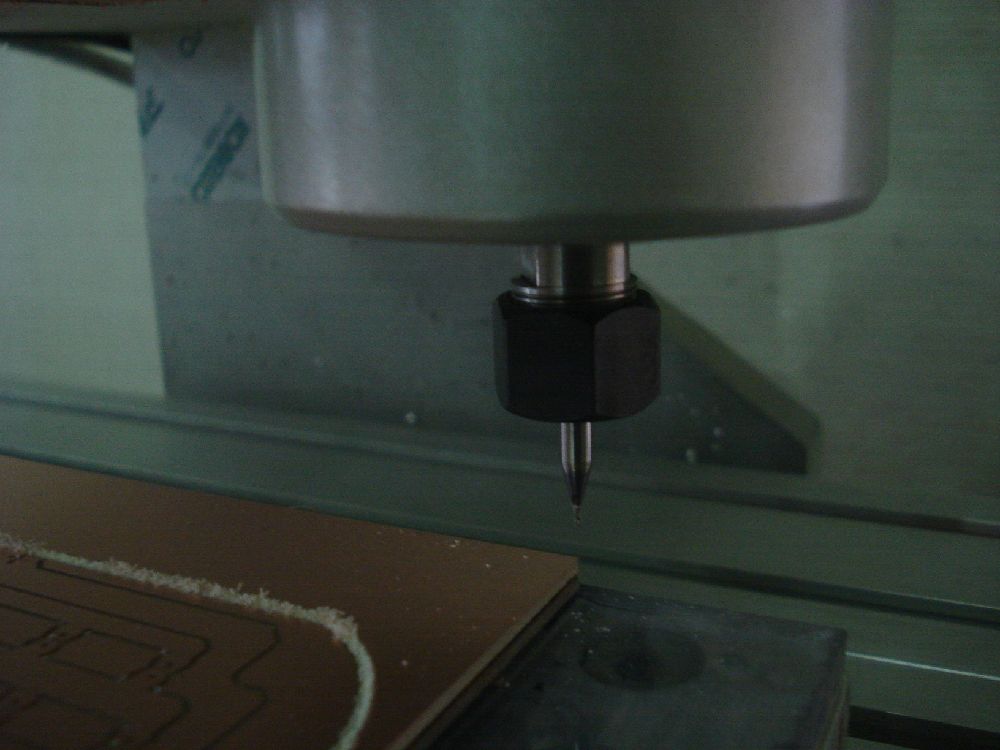
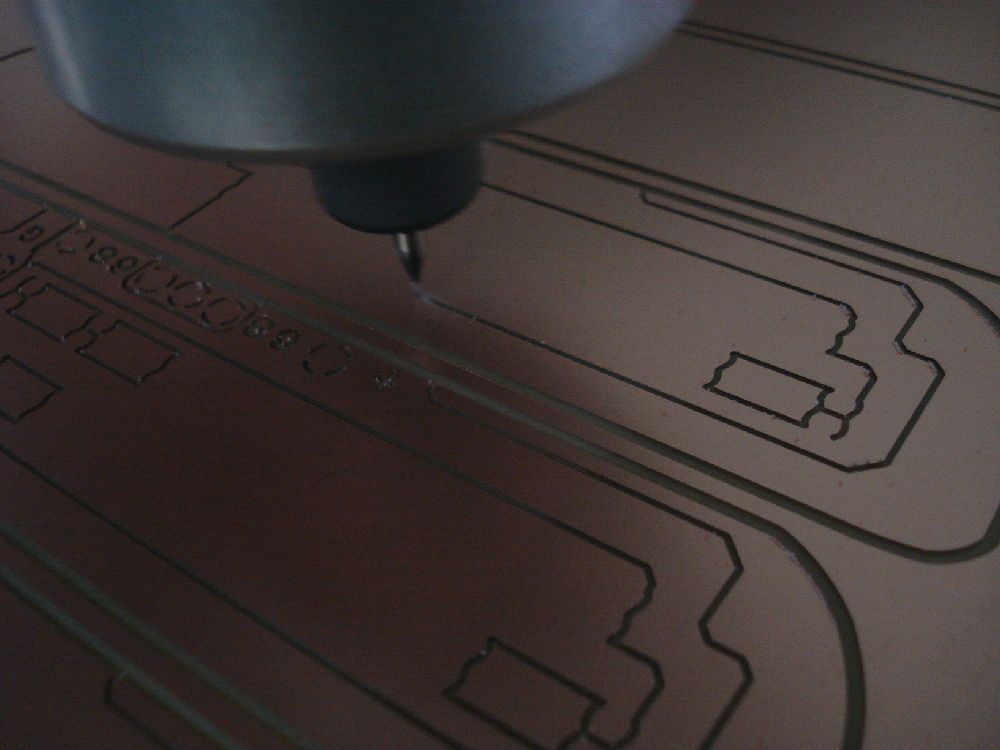
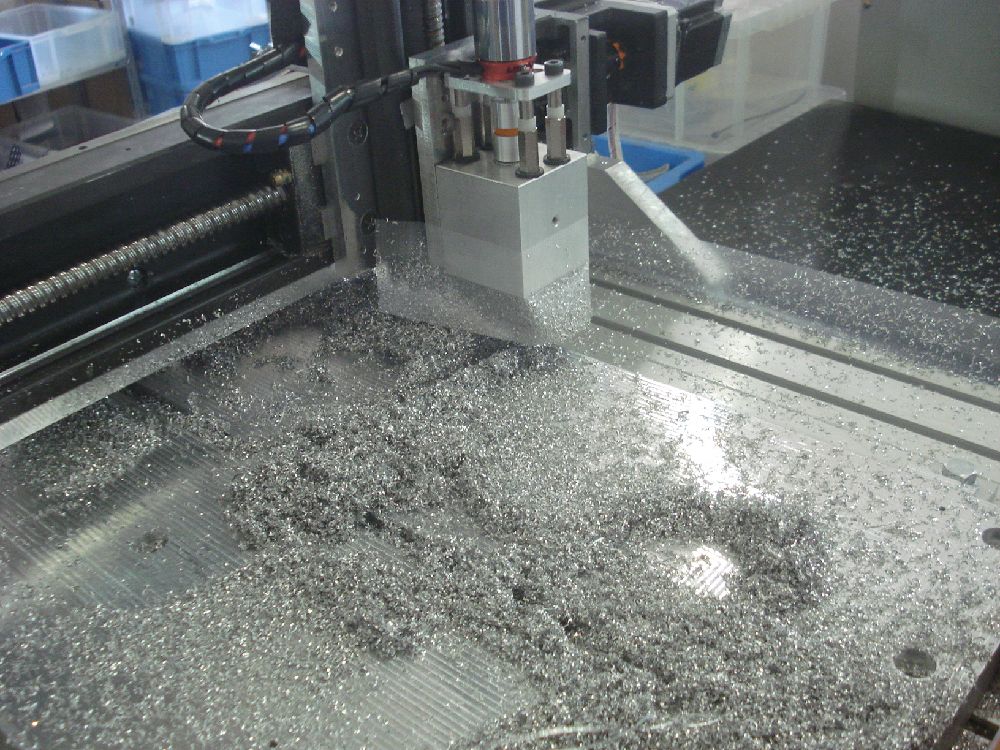
LED基板を切り出すエンドミルの様子です。
エンドミルとドリルは似ています。
違いはドリルの刃は先端だけですが、エンドミルの刃は側面も切れます。
これを使って、基板の溝を掘ったり、穴をあけたりします。
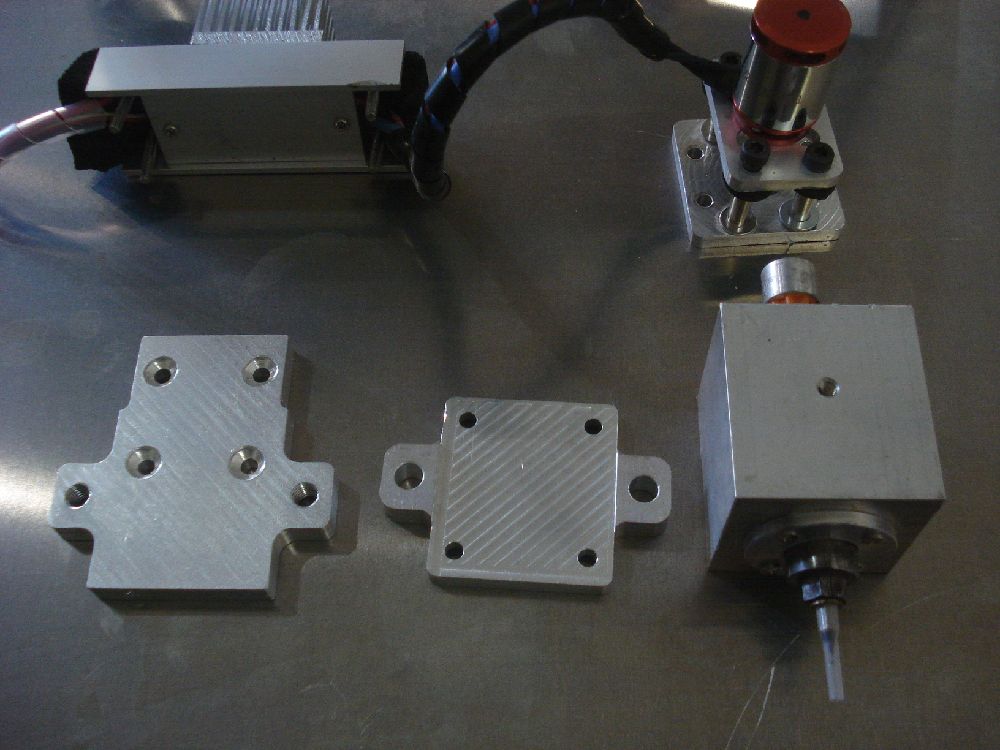
画像2枚目は基板の切削に使用している主なサイズです。
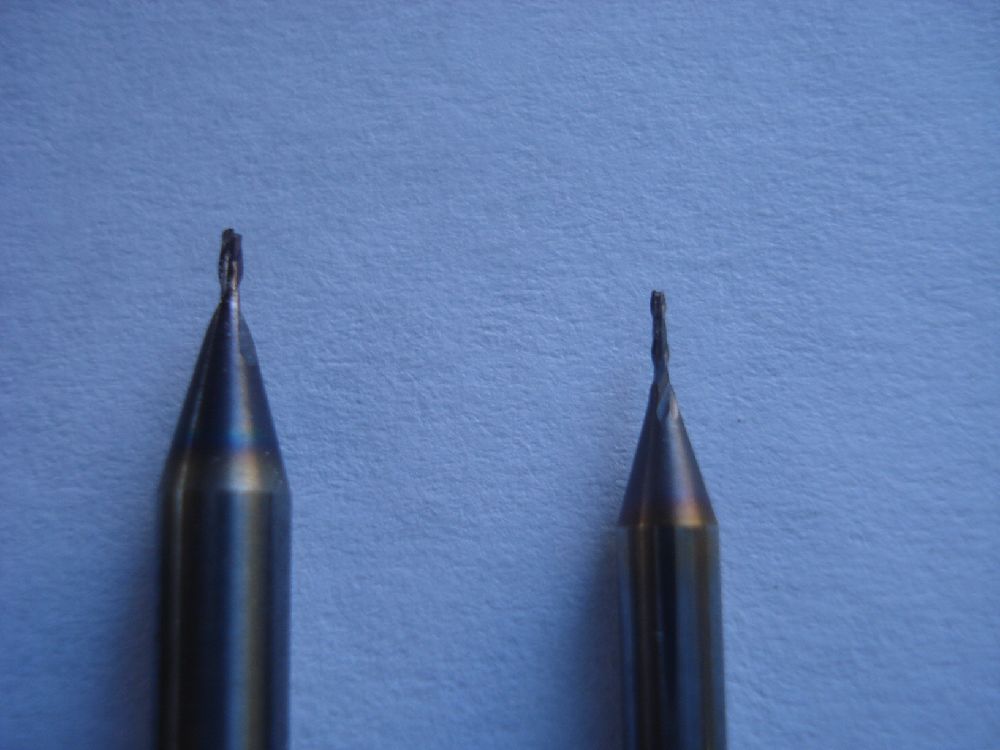
刃先の直径は0.5~1.0mmとかなり細いので落としてしまったりするとすぐに折れてしまいます。さらに超硬なのに案外すぐ切れなくなってしまいます。
1.0mmくらいまでは海外製の安価なものが沢山ありますが、1.0mmより細いものは主に日本製で高価になってきます。
左から超硬1.0mmボール、超硬1.0mmスクエア、超硬0.8mmスクエア、超硬1.0mmスクエア、超硬0.5mmスクエア