LED�e�[�������v�̃����I�t���H�E����
�z�[�� - �T�C�g�}�b�v - ���p�K�C�h
����E���H�R���Z�v�g
���C���i�b�v���i�̂�������I�[�_�[���C�h����̂����ς�˗��̑O�ɁA���Ђ̃R���Z�v�g������������������ƍK���ł��B����lj������B
- ���H�R���Z�v�g
- ���@�ƍޗ��i���c�E��E����@�ELED�j
- �I�[�_�[���C�h�E�����I�t����
- ����␅�R��
- �ۏ�
- ���̂�A�N�V�f���g�ɂ��j���̑Ή�
���H�R���Z�v�g�F�����̉��H�i�ŏI���Ȃ����i����肽��

�ϋv��
LED�̑ϋv���ƃ����v�̐��R����ŗD��ɍl���Ă��܂��B
LED�̎����͐������ԂƂ����A�ʏ�͋��ꂵ�Ȃ������ł��B
�������A�����ɂ�LED���Z���ԂŐ��Ƃ��������悭����܂��B
LED����錴���ɂ��Ă͌�ɏڂ����������Ă��������܂����̂ł����ɂȂ��Ă��������B
����LED�̑ϋv�������コ����ׂɗ]�T�����������v�Ɣ��c�Â���Ƃɒ��ӂ��Ă��܂��B
���Ƀ����v�̐��R��ł��A������o�N�i���悻10�N�j�ŋN����P�[�X�͂���܂������������̑ϋv�������悤�l���Ă��܂��B
�V�[�����O�܂͏����Ɠ����ގ��A�܂��͓����Z�@��p���ăV�[�����O���{���Ă��܂��B
����
���Ђ̍l������ςƂ͊�\�ʂɃX�����t�X�L�[����h���Ƃ������h��ȑ������{���������A
�ԗ����������u��a���Ȃ������i�̂܂܂Ɍ�����v���������u�����I�v�V�����ɂ��肻���ȏ��i�Ɍ�����v�d�オ����l���Ă��܂��B
LED���H�Ƃ����ƁA�Ƃɂ����M���M���ƃh���X�A�b�v���������������A���Ђ͏���LED�e�[���̂悤�Ȗڗ��������Ȃ������v���H�����ӂł��B
LED���H�͈�x���i�Ƃ��Ċ������ꂽ�����v�����Ēlj��H���{���܂��B
�����̃����v�͒lj��H����鎖��z�肵�Ă��Ȃ��ׁA�����Ɉ�a���Ȃ�LED���H�ł��邩���|�C���g�ł��B
���Ђ̓����v�̔��ς͂ƂĂ��d�v�Ȃ̂��̂ƍl���Ă��܂��B�ႦLED���H���ł��郉���v�ł����H�����ԑ̎��t�����Ɍ����Ă��܂��悤�ȏꍇ�͔��ς˂�̂ʼn��H�����Ȃ��P�[�X������܂��B
���p��
�C�x���g���Ŗڗ�����������̌������s�ɕs�ւ������Ȃ�������ɍl���Ă��܂��B
�Ƃɂ����h���X�A�b�v�ɏd�_�������č��ƁA�y������Ă��܂��̂����p���ł��B
�d�v�Ȃ̂��X���[���E�X�g�b�v�̌��ʔz����A�E�B���J�[�̎��F���A�o�b�N�����v�̖��邳�ł��B
��Ղ̎��t���p�x��A�ʐϓ������LED���ALED�̏Ǝˊp�x�ƃ����Y�Ƒ���������A�����I�ɐv���l����K�v������܂��B
�����P����LED�̃X�y�b�N���グ����LED�̐��𑝂₹�Ζ��邭�Ȃ�Ƃ������̂ł͂������܂���B
���Ђ̂��q�l�̓h���X�A�b�v�R���e�X�g�ɃG���g���[����������A���퐶���ł��Ԃ��g�p����������ł��B
����̂ɏ����i���݂̑ϋv���Ǝ��p�����v������Ă��܂��B
�������u�ϋv���v�u���ρv�u���p���v�����A�Œ�C����1�N�Ԃ̕ۏ؊��Ԃ�����Ɨl�X�ȎԎ��Z���ԂŐ��삷�鎖�͌����I�ł͂���܂���B
���@�ƍޗ��FLED�e�[������ɍœK��CNC�؍���
���c
��Ɠ��l�ɔ��c���d�v�ȗv�f�ł��B
���c��������ܗL�����̈Ⴂ�ŁA�K�v�ɉ����Ďg�������܂��B
���ЂŎg�p���Ă��锼�c�́A���{���[�J�[�i��Z�����H�ƁE���m�d�@�Y�Ɓj�̉��t���[���c���g�p���Ă��܂��B
���t���[���c�Ƃ͉����܂�ł��Ȃ����c�ł��B�z�r�[�p�̈�ʓI�Ȕ��c�͉����܂�ł��܂��B
���͏d�����œŐ��������A�̓��ɒ~�ς���̂ō�Ǝ҂ɉ������̃��X�N������܂��B
����Ɋ������̌����ł��邱�Ƃ���A�ߔN�ł����t���[���c���ƊE�W���ƂȂ����܂��B
���t���[���c�͏]���̉����蔼�c��2�{�ޗ��R�X�g��������A���c�R�e����p�^�C�v���g�p���鑼�A�R�e��̏��Ղ������A���c�t�����R�c���K�v�ł��B
���Ђł́u���N���X�N�v�u���ʁv�u����̋ƊE�W���v���l�����A���t���[���c���̗p���Ă��܂��B
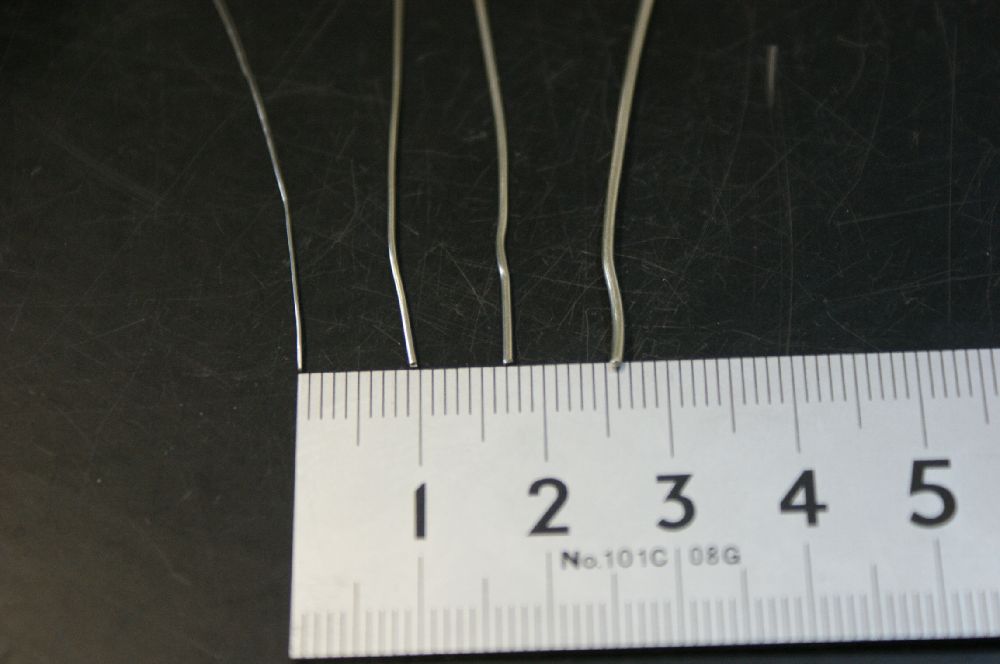
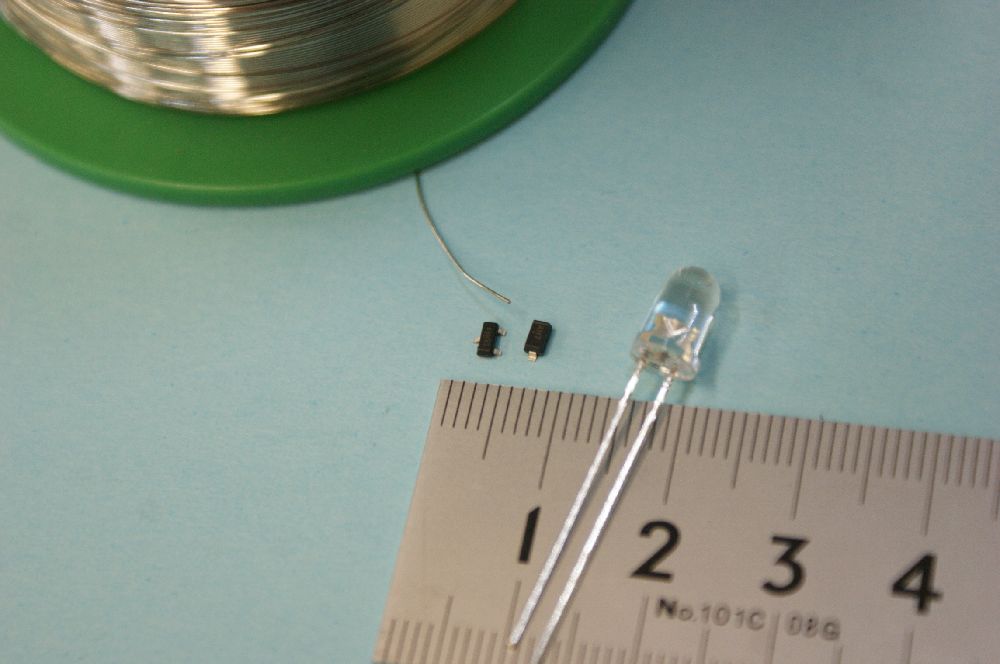
�F�X�ȉ��t���[�n���_�B���`0.3�`1.0mm�̔�r�摜
�������镔�i�ɍ��킹�ăR�e��≷�x�A���c���g�������܂��B
��ԍׂ����a0.3mm�̔��c�́A�ė��̔������炢�̑傫����SOT-23��SOD-123�T�C�Y�̕��i�Ɏg�p���܂��B

���
��͐F�X�ȓd�q���i���ڂ��āA���c�ŌŒ肷��d�v�ȕ��i�ł��B
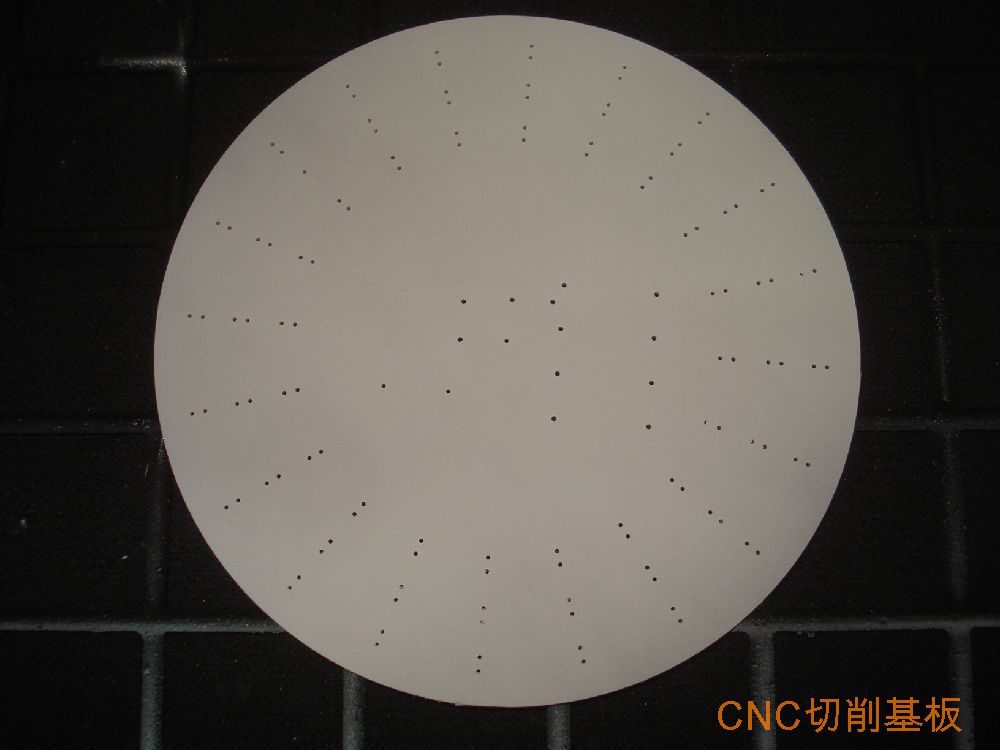
���Ђ̊�̐��@��CNC�؍�����͂ł��B
1�_����̃I�[�_�[���C�h����ł��A��p�v���Ċ������Ă��܂��B
CNC�؍��Ƃ́A���n�̓�����ɉ�H�̃~�]��d�q���i���������ތ����J���A�O����蔲���Ċ����鐻�@�ł��B
1�_�̃I�[�_�[���C�h�⏭�ʑ��i�퐶�Y�ɓK���Ă��܂��B
�x�[�X�ƂȂ�������͓��{���[�J�[�̃p�i�\�j�b�N�d�H���ł��B

���H�@�{�́A�d�ʂ�130kg�ʁA�傫���͂P���ł��B

�h�����̂悤�Ȑn�����Z�b�g���ĉ�H�̃~�]�⌊�J���A�O�`�J�b�g�����܂��B

�F�X�Ȑn���ł��A�n��`��A�n���A�n�a�A�n���A�ގ����قȂ�܂��̂ŁA�g�p����f�ނ�f�[�^�ɍ��킹���I�������܂��B
�ƂĂ��d�����d�����łł��Ă��܂��B�n��͂ƂĂ��ׂ��܂�₷���A���Ղ��₷�����Օi�ł��B
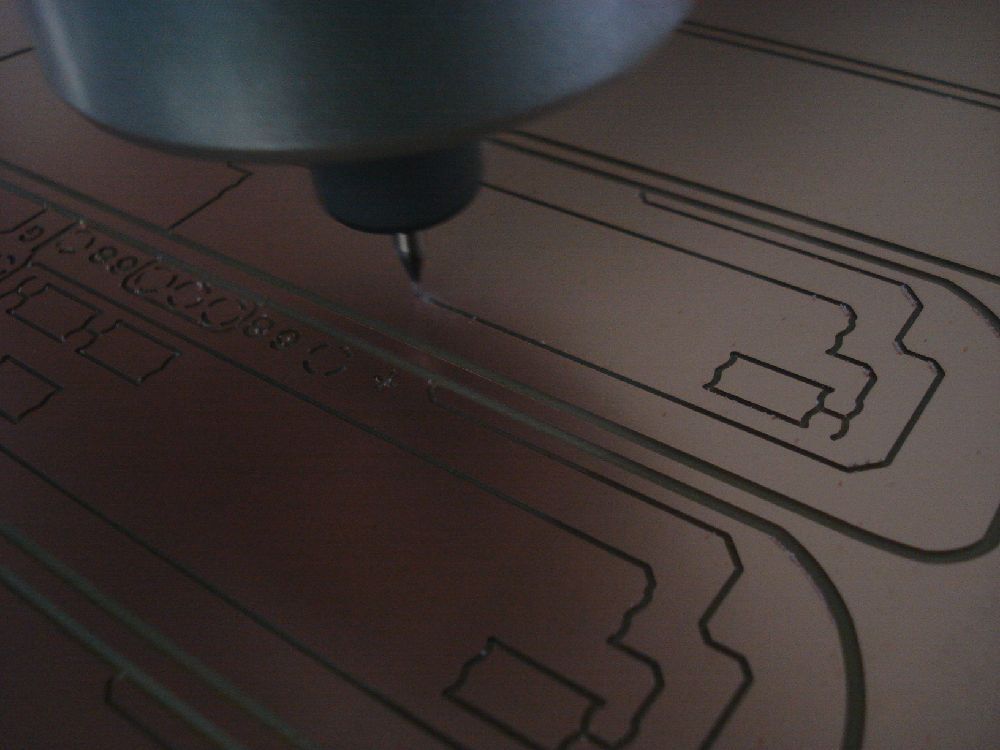
�~�]��������Ă���Ƃ���ł��ACNC�؍��̗ǂ��Ƃ���͈�x�̒i���Ń~�]����A���J���A�O�`�J�b�g�̑S�Ă��ł��鎖�ł��B
�f�[�^�ʂ�ɐ����Ɏ����J�b�g���܂��̂ŁA�ғ����͑��̍�Ƃ��ł����쎞�Ԃ̒Z�k���\�ł��B

���H�G���A���L���v���Ă���̂ň�x�ɕ����̊������ł��܂��B
�u�H���̊ȑf���v�u��ƌ����̌���v�u�啝�ȃR�X�g�J�b�g�v���������Ă��܂��B
����@�̔�r
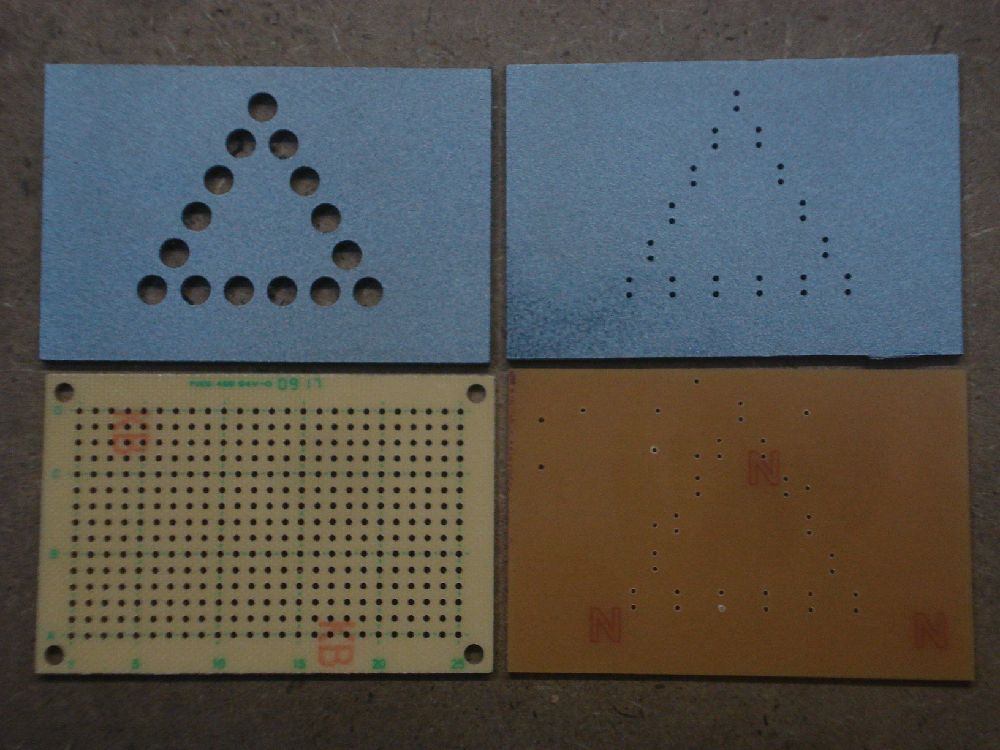
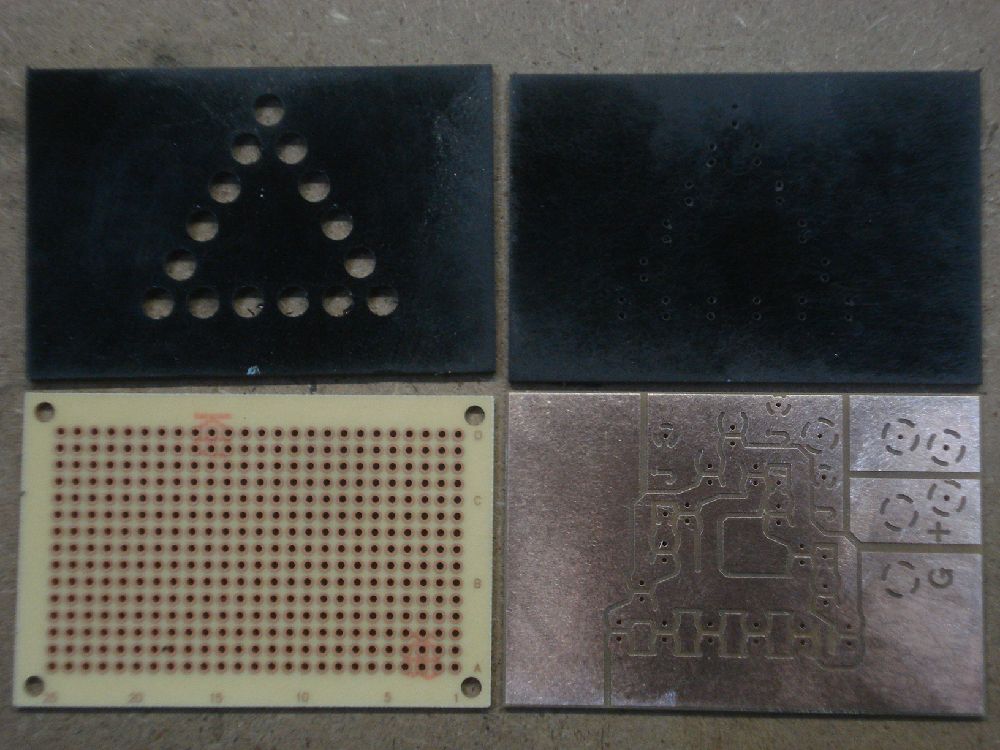
�����ł͒����`�̊�ɐ��O�p�`�̌`��LED�ߍ��ނƉ��肵�Ċe���@�̃����b�g�E�f�����b�g�ɂ��Ă�����������܂��B
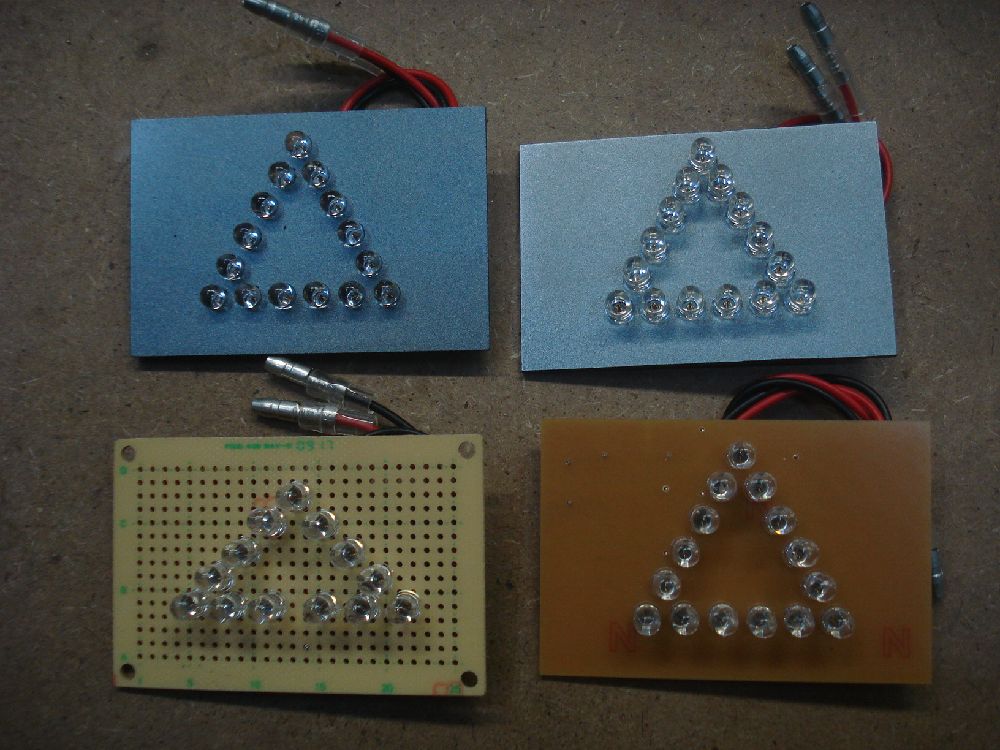
�@�FCNC�؍��ɁALED������������@�i���Ђ̎�͐��@�j

���Ђ�CNC�؍���LED��z�u����f�U�C���̎��R�x�������A��]�ʂ�̈ʒu��LED��ݒu�ł��܂��B
���n�̓������1mm�ȉ��̐n�����g���ĉ�H�����Ċ������Ă��܂��B���Ƃł͂Ȃ�CNC�ɂ�鎩���H���ł��B
�Ⴆ��LED�ƒ�R�A�_�C�I�[�h�͂��ꂼ�ꑫ�̑�����0.1~0.2mm���قȂ�܂����A���ꂼ��ɍ��킹�����a�𐳊m�ɊJ���܂��̂ŁA���c�t���̐M�����������ł��B
��Ɏ������镔�i�͂������܂��������ɐv�ʂ�Ɏ�t�����̂ŁALED�̑����l���Ȃ���܂�Ȃ��鎖������܂���B
�����CAD�f�[�^�ʂ�Ɋ�����܂��̂Ńf�U�C����g�p����LED�ɐ�����܂���B0.1mm����LED��������A�X����1�x������A�Ȑ���~�ʂ����R�ɕ\���ł��܂��̂Ň@�`�B�̕��@�Ƃ͔�r�ɂȂ�Ȃ��i���ŃI���W�i���Ȋ����鎖���ł��܂��B
����1�_�̓����������ʐς��L�����c�t���̔M��LED�����߂ɂ������ł��B
�������A�V�K�̃f�U�C���v��CAD�f�[�^�̐���A�����̐�o���Ƃ������H��������̂Ŏ��Ԃ��������Ă��܂��܂��B
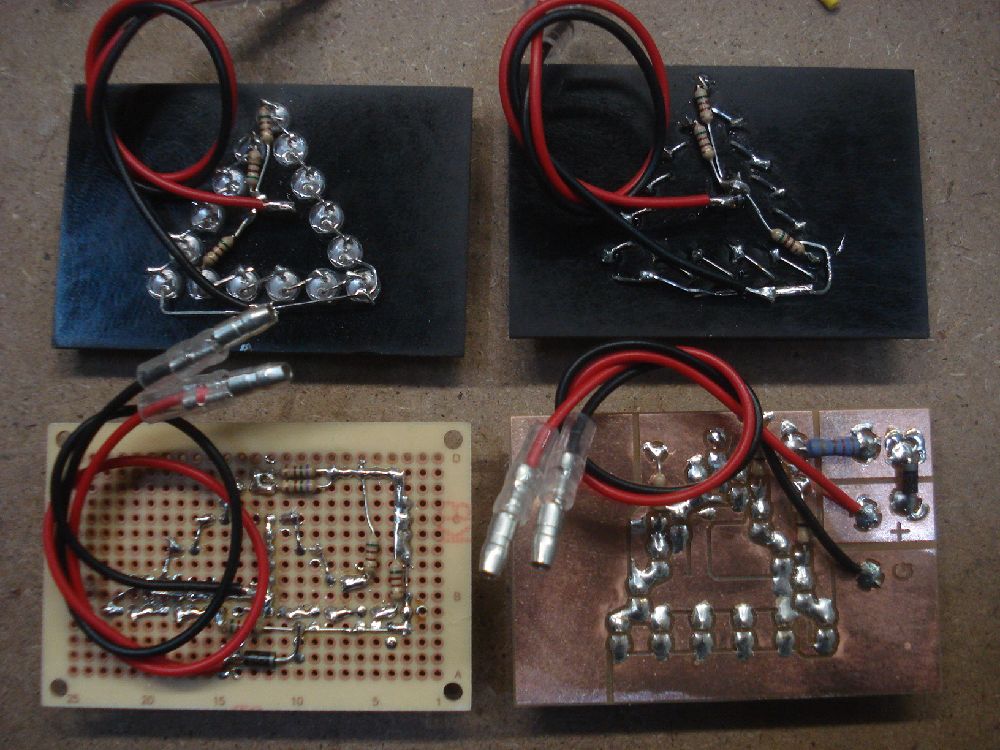
�����b�g�F�f�U�C���Ǝg�p����LED�ɐ����������E�����Ŋ�̌��J���A��o��������̂Ŏd�オ�肪�ǂ��E�@�`�B�Ɣ�r���č��i���Ȋ���ł���ELED�ɔ��c�t���̔M��^���ɂ���
�f�����b�g�F�V�K�v�Ɏ��Ԃ�������E�R�X�g��������
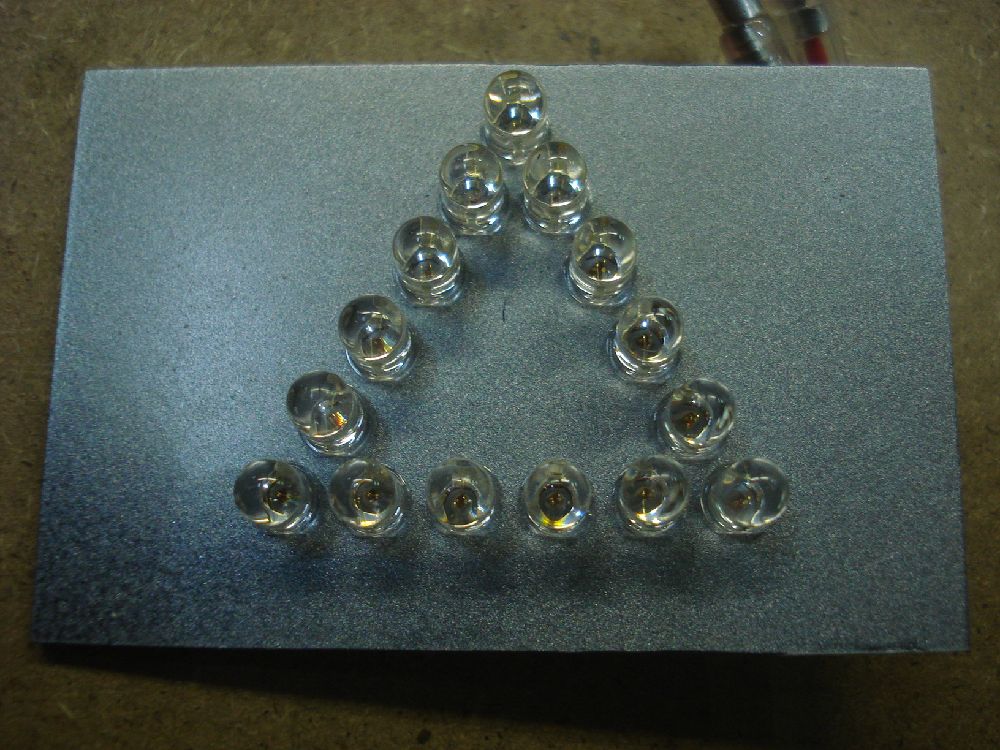
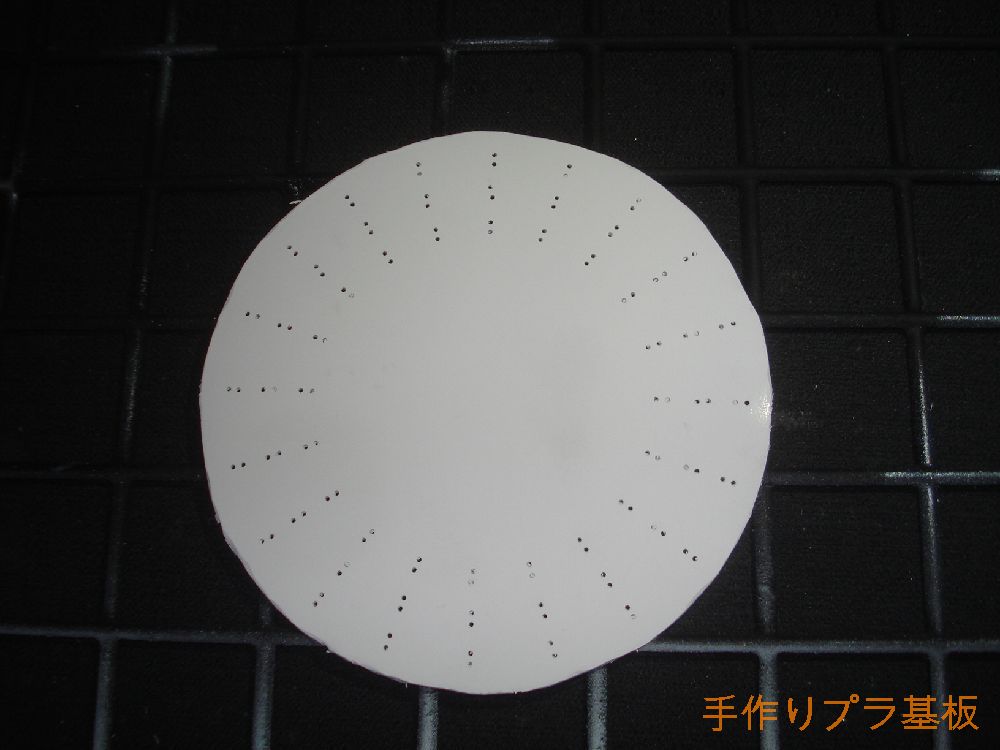
�A�F�v���X�`�b�N��LED�Ɠ��a�̌����J���A��������LED���h���ČŒ肷����@
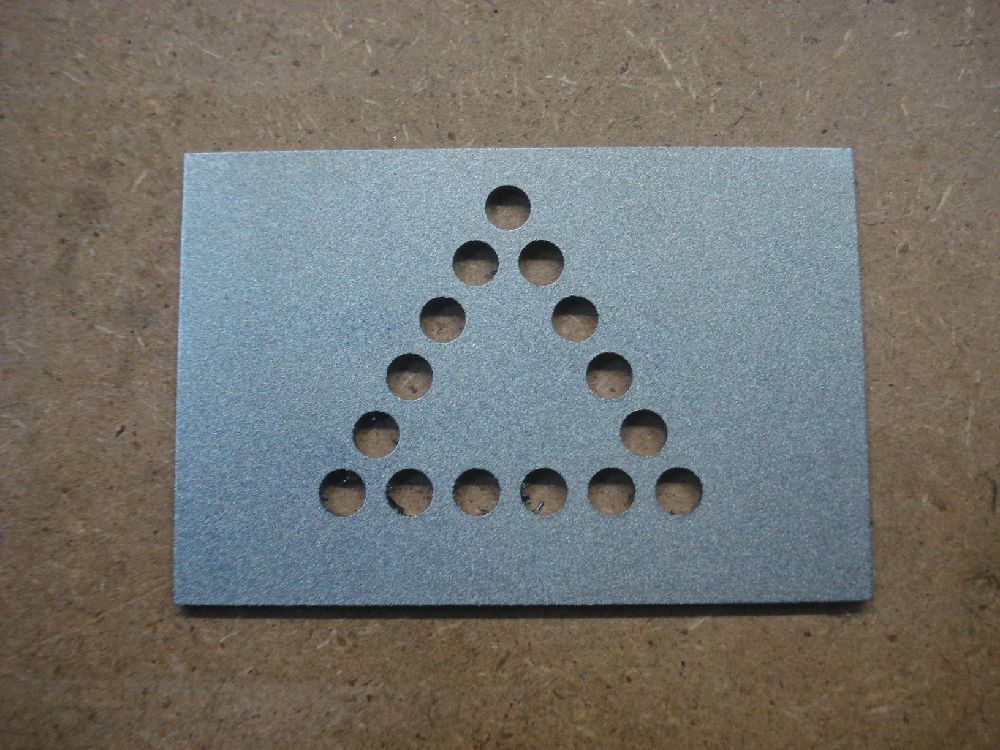

�v���X�`�b�N�Ƀ{�[���ՂŌ����J����LED�̈ʒu���������ރ^�C�v�̊��LED��z�u����f�U�C���̎��R�x��������]�ʂ�̈ʒu��LED��ݒu�ł��܂��B
�������ALED���m���Ȃ���̂ɒ���LED�̑����m���l���Ȃ���܂�Ȃ��Ĕ��c�t�������܂��B
���ׁ̈A���c��Ƃ⑫�̐܂�Ȃ��̃~�X���o�₷���ALED�̑��ɔ��c�t�����̔M��܂�Ȃ��̕��S��������₷���Ȃ�܂��B
�����b�g�F�f�U�C���ɐ����������E���[�R�X�g�E�I�[�_�[���C�h�͒Z���ԂŊ����ł���
�f�����b�g�F�g�p�ł���LED�ɐ���������E�s�ǂ��������₷���ELED�ɔ��c�t���̔M��^���₷���E�������i�����ɂ͔����
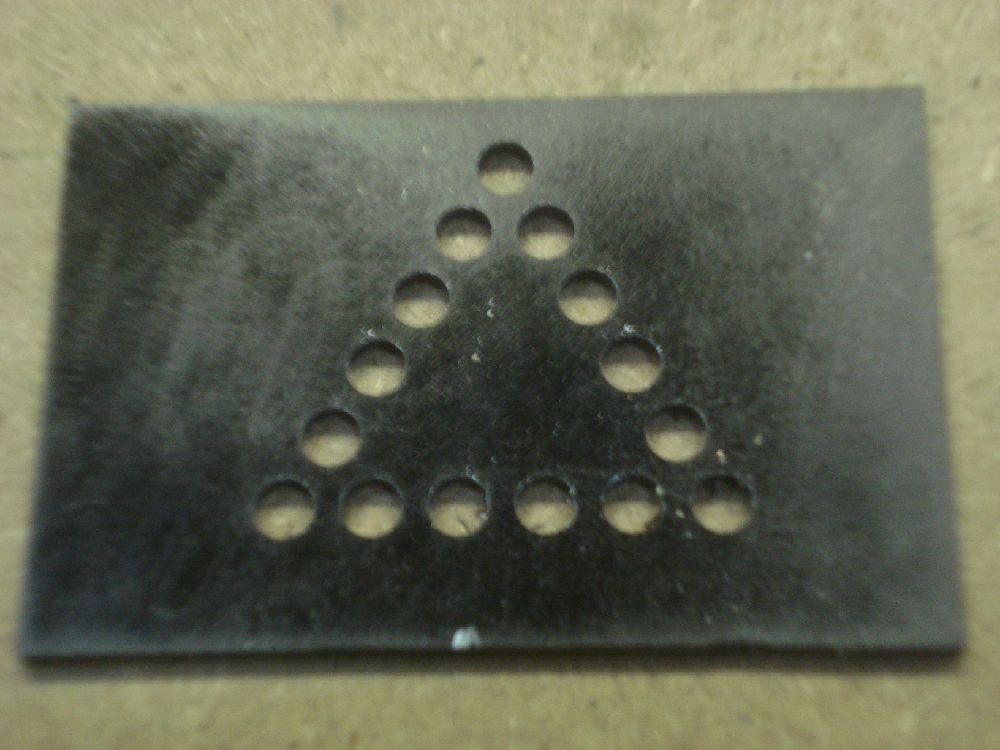
�B�F�v���X�`�b�N��LED�̑������錊���J���A�\������LED���h���ČŒ肷����@
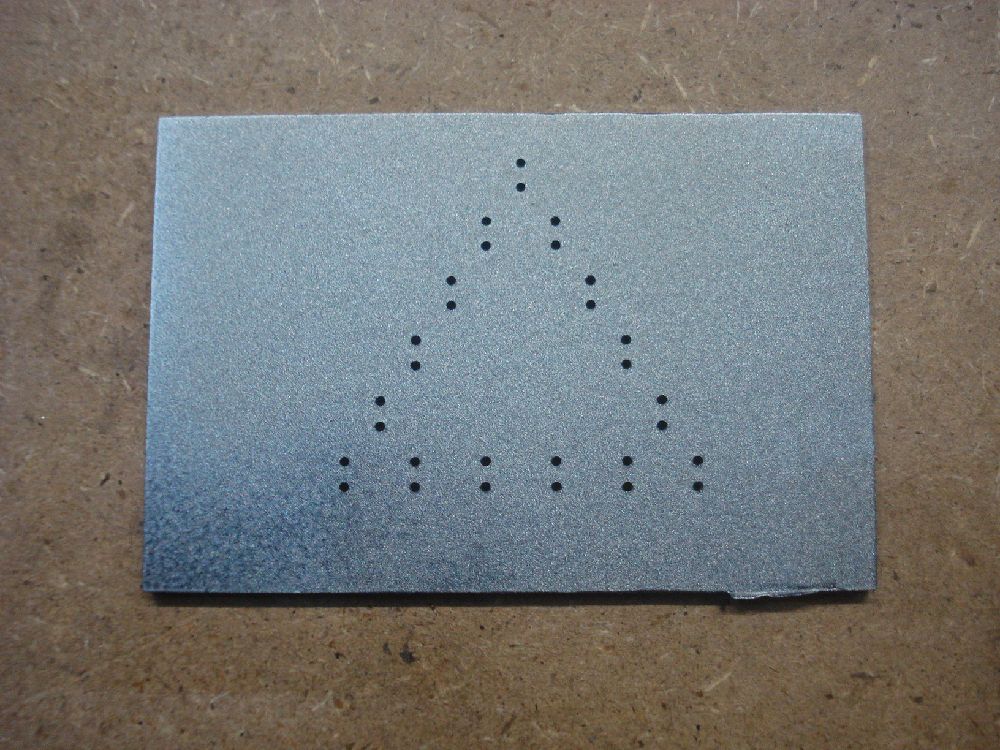


�v���X�`�b�N�Ƀ{�[���ՂŌ����J����LED�̈ʒu���������ރ^�C�v�̊��LED��z�u����f�U�C���̎��R�x��������]�ʂ�̈ʒu��LED��ݒu�ł��܂��B
�������ALED���m���Ȃ���̂ɒ���LED�̑����m��܂�Ȃ��Ĕ��c�t�������܂��B
LED�̑��̐������������J���Ă���ׁA�A�̕��@���͍�ƃ~�X���o�ɂ������̂́ALED�ɔ��c�t�����̔M��܂�Ȃ��̕��S��������₷���Ȃ�܂��B
�����b�g�F�f�U�C���ɐ����������E���[�R�X�g�E�I�[�_�[���C�h�͒Z���ԂŊ����ł���
�f�����b�g�F�g�p�ł���LED�ɐ���������E�s�ǂ��������₷���ELED�ɔ��c�t���̔M��^���₷���E�������i�����ɂ͔����
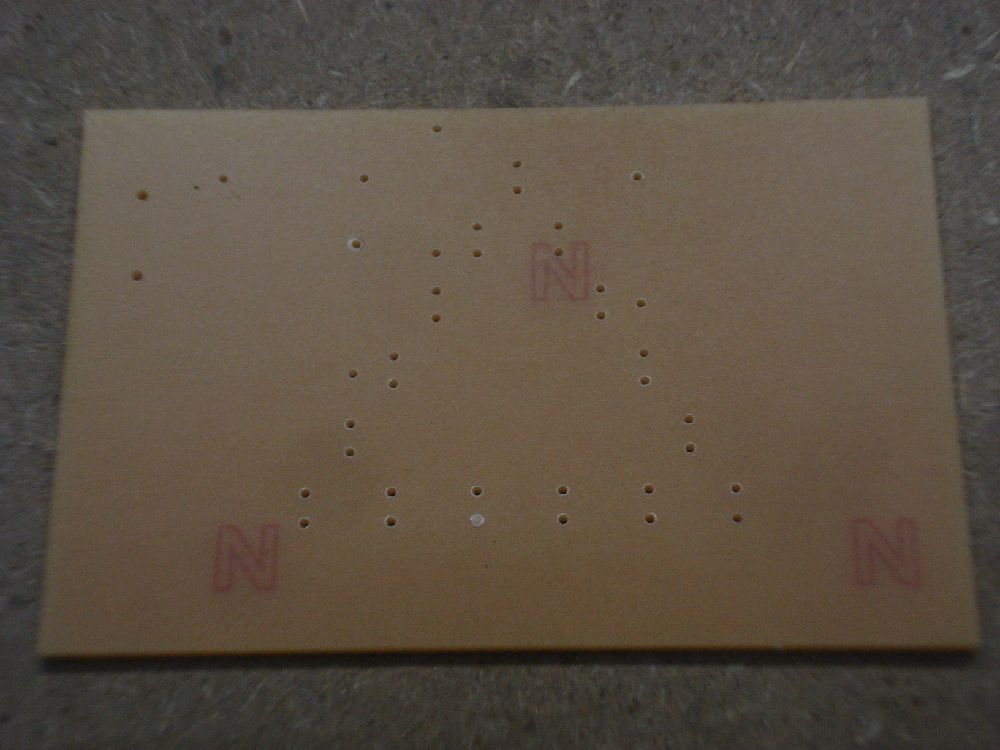
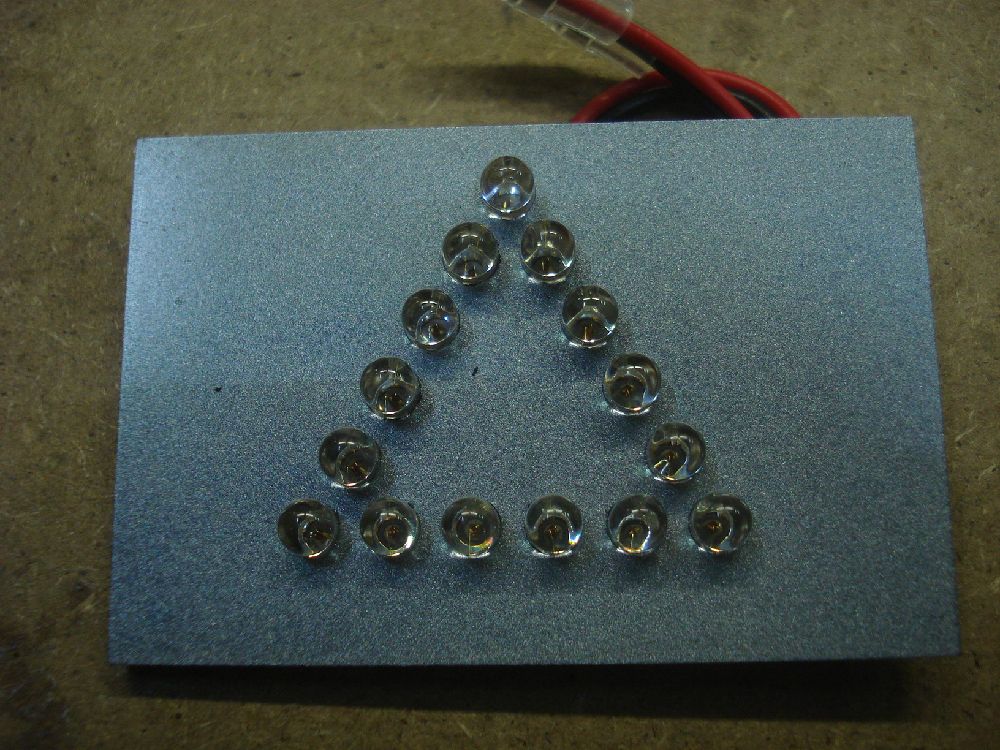
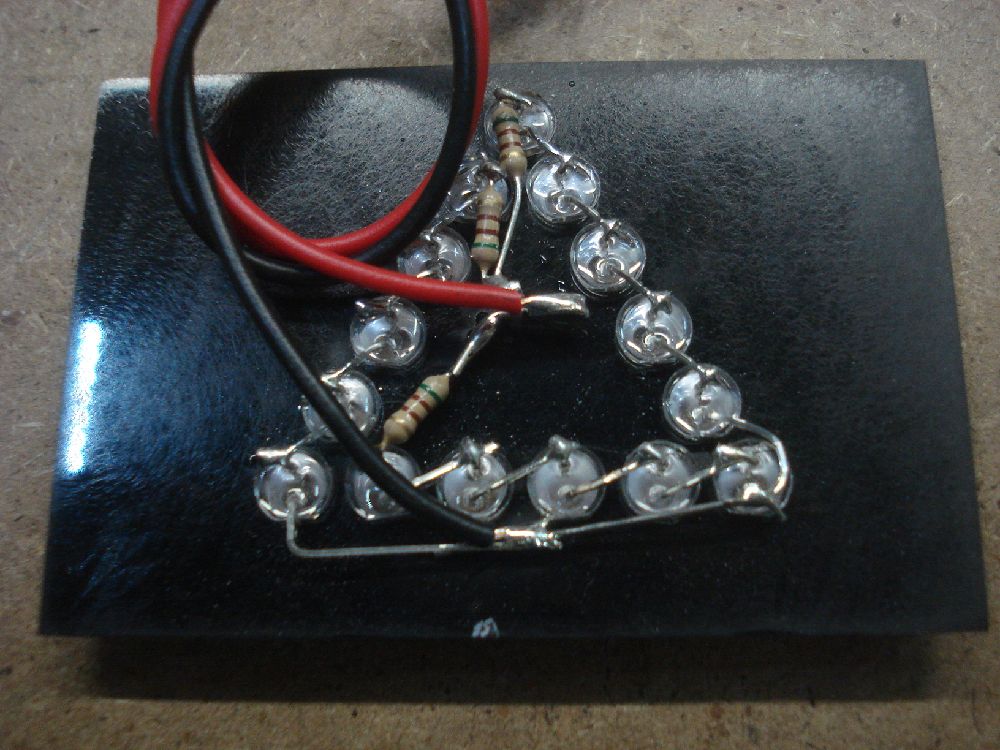
�C�F���j�o�[�T����ɁA�\������LED���h���ČŒ肷����@
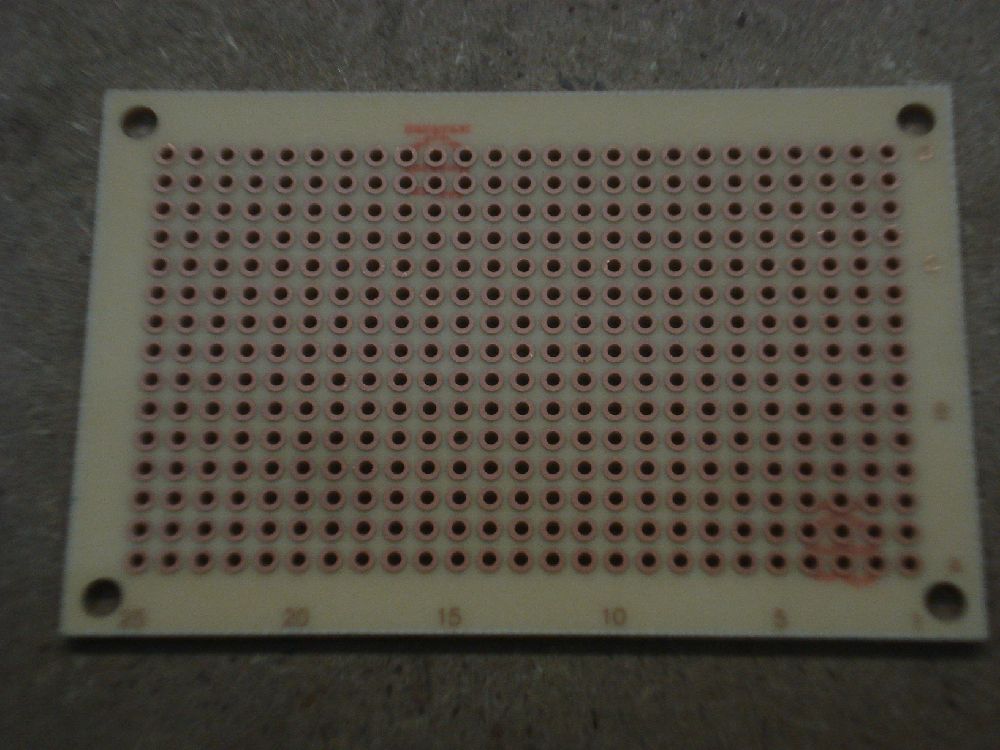
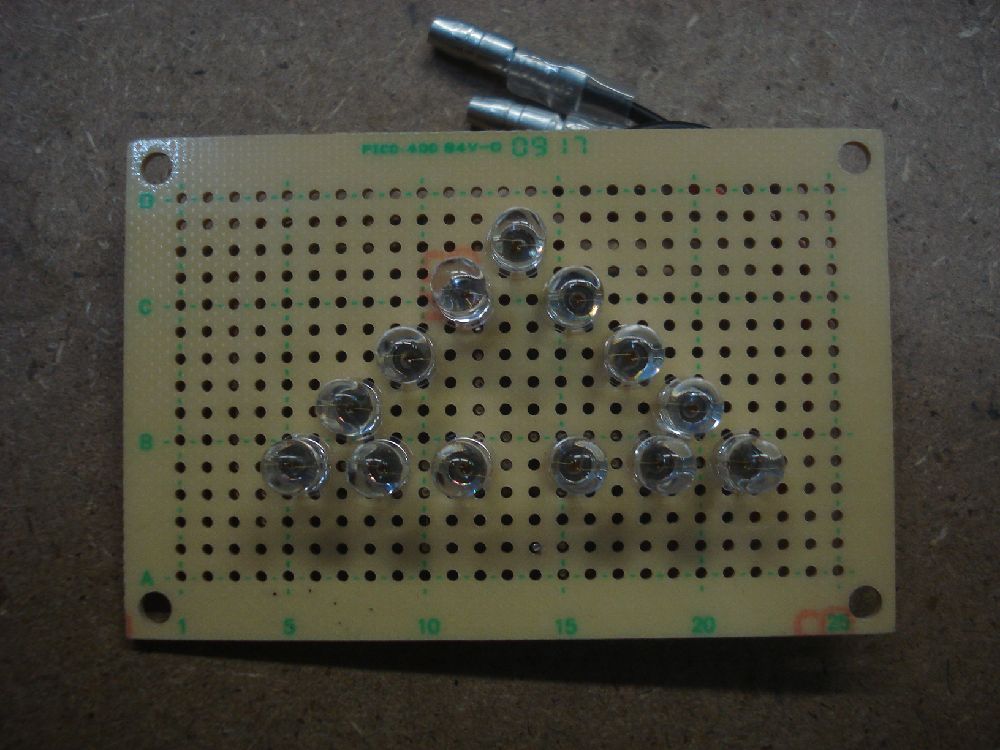
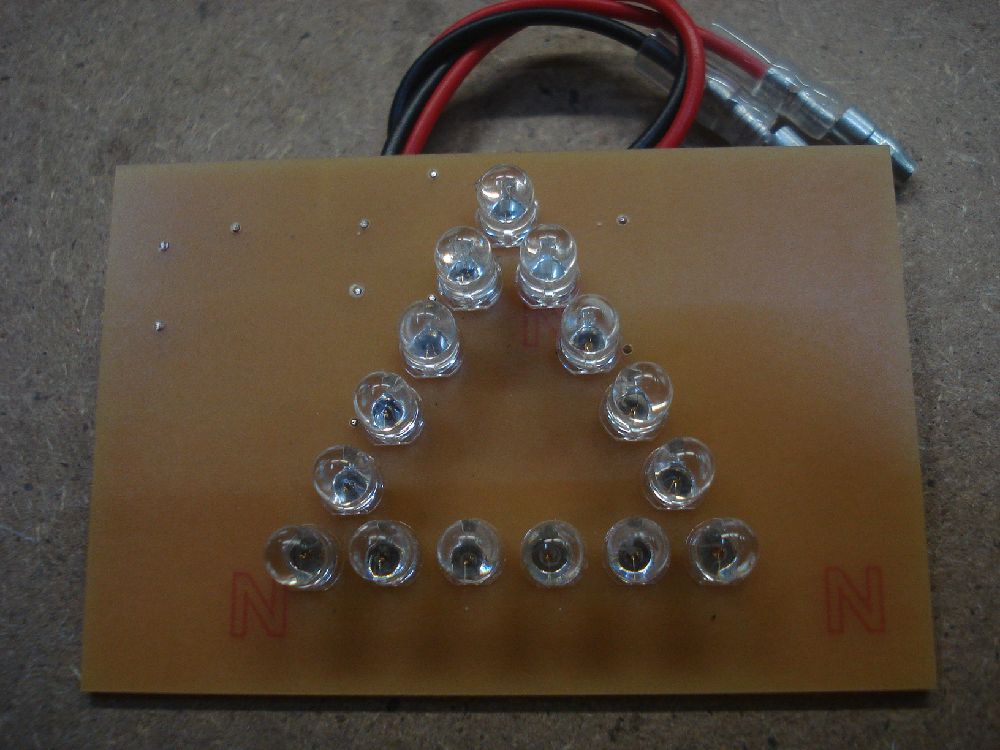
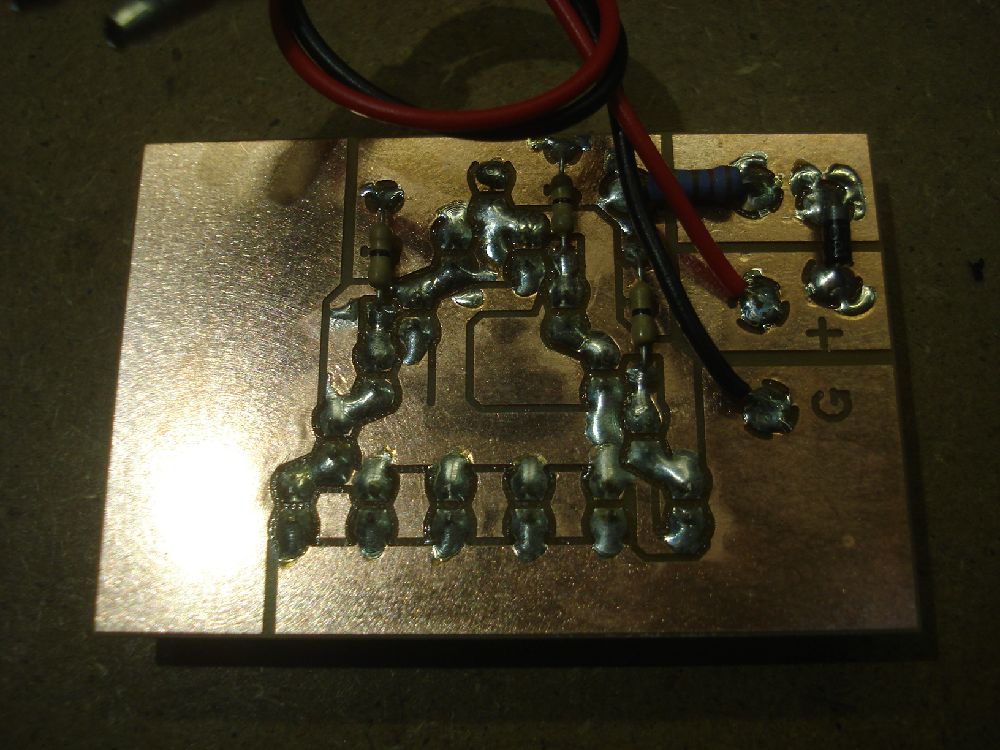
�����E�H��p�r�̃��j�o�[�T�����LED��z�u����f�U�C���̎��R�x���Ⴍ�A��]�ʂ�̈ʒu��LED��ݒu�ł��܂���B
���O�p�`��LED��z�u�����������̂ł����A�}�X�ڂɏ]����LED�����Ă����Ɖ摜�̂悤�Ȍ`�ɂȂ��Ă��܂��܂��B
�\�ߓ��Ԋu�Ō��������Ă���̂ŁA�N�ł���y�Ɋ�����镪�A�f�U�C����g�p����LED�ɐ�����܂��B
����Ɋ���̂̕i�����ǂ����̂ƁA�������̂�����܂��B����ʂ̓����̒��S�ƌ��̒��S������Ă�����A���c�̃m����ǂ�����t���b�N�X�̕i��������܂��B
�����b�g�F�N�ł���y�ɍ���
�f�����b�g�F�f�U�C���Ǝg�p����LED�ɐ���������E���ƂŊ���o���̂Ń������o�₷���A�d�オ��̊��ɂ͎��Ԃ�������ELED�ɔ��c�t���̔M��^���₷��
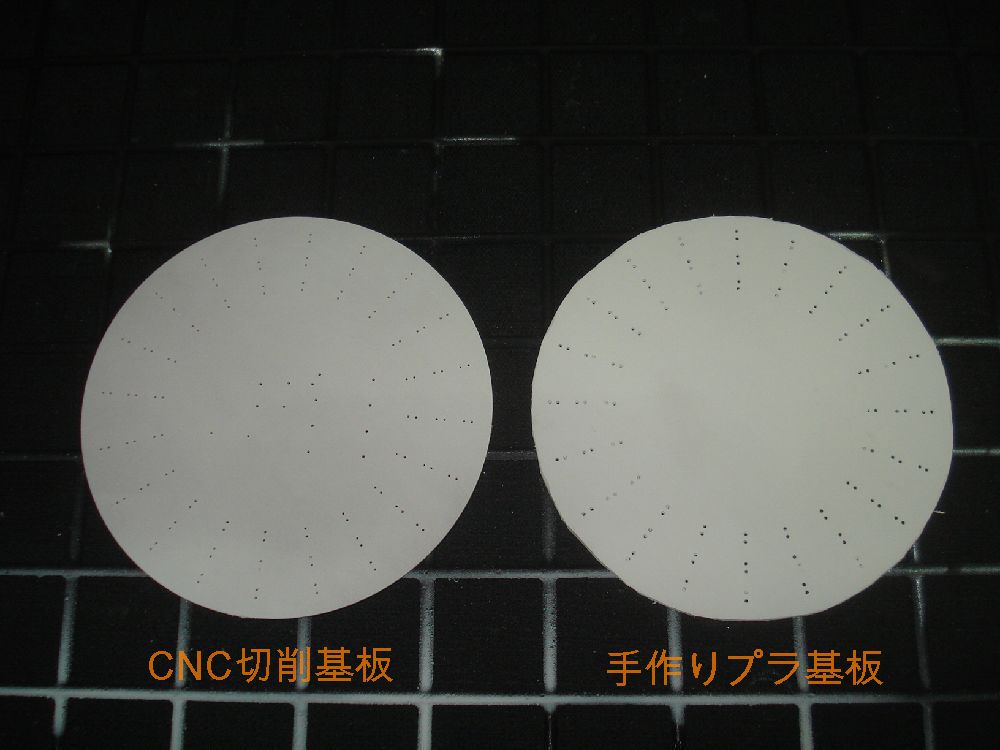
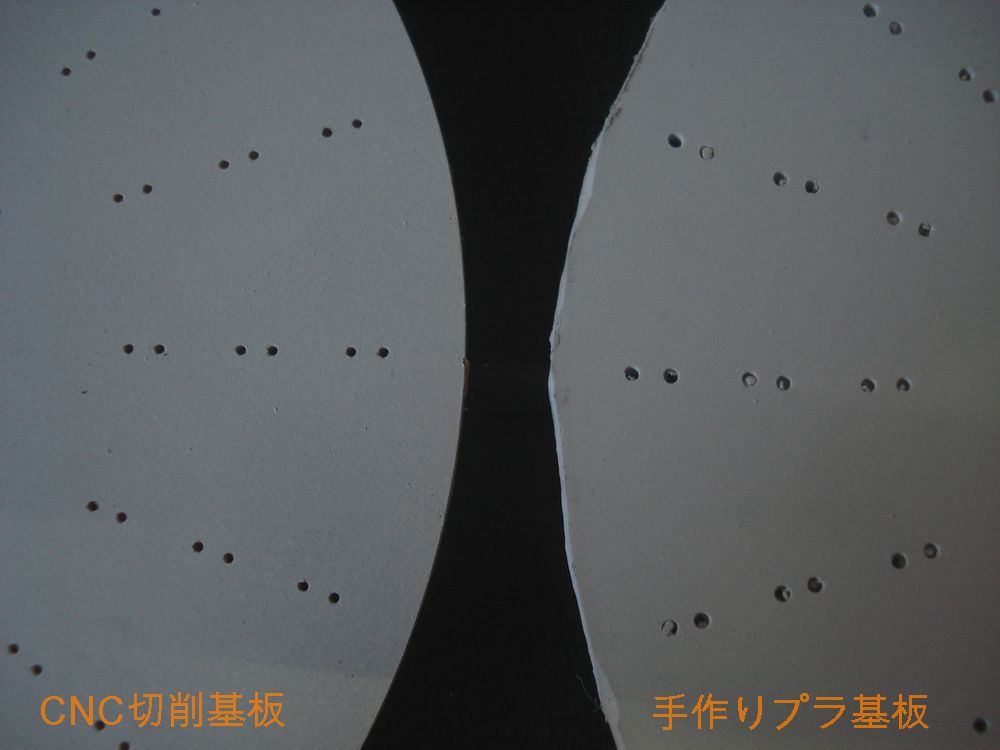
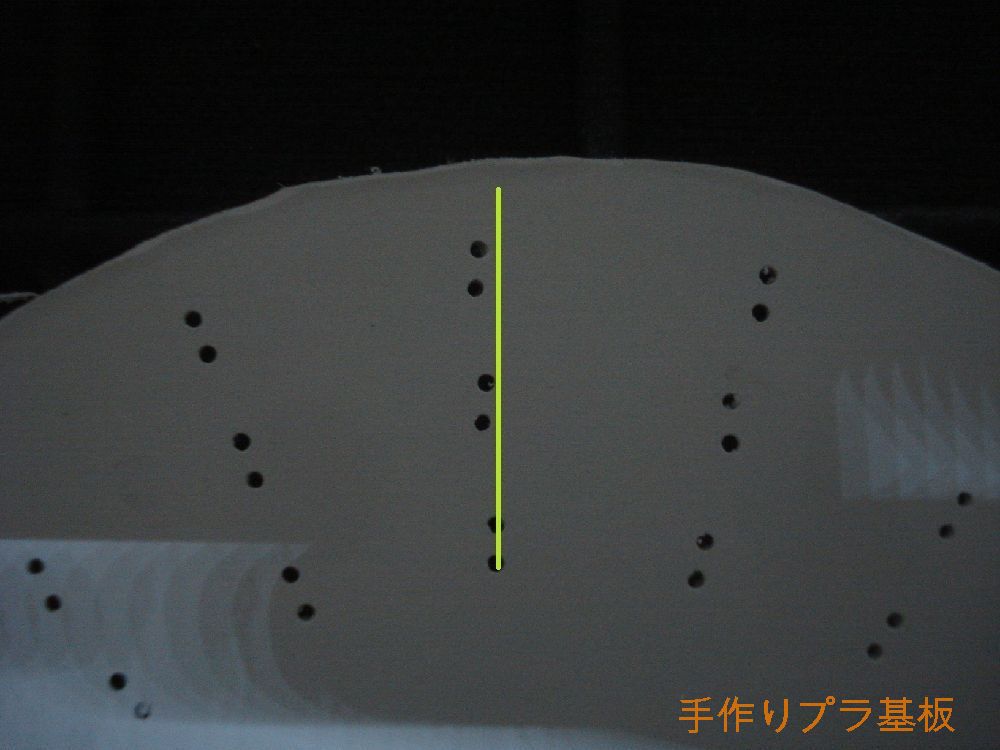
CNC�؍��Ǝ����̔�r
CNC�؍��Ǝ���ō�����v����̔�r�ł��B
�����Y�̒��ɓ����Ă��܂��C�ɂȂ�Ȃ���������܂��A��ڂł킩��悤�ɂ��ꂾ���i���ɍ����o�܂��B
���Ƃł͊O�`��^�~�Ɏd�グ�鎖�͕s�\�ł��B
�N���A�ȃ����Y�ł�������A�O�`���@���V�r�A�ȉ��H�ł͂��d�オ��ɍ����ł܂��B

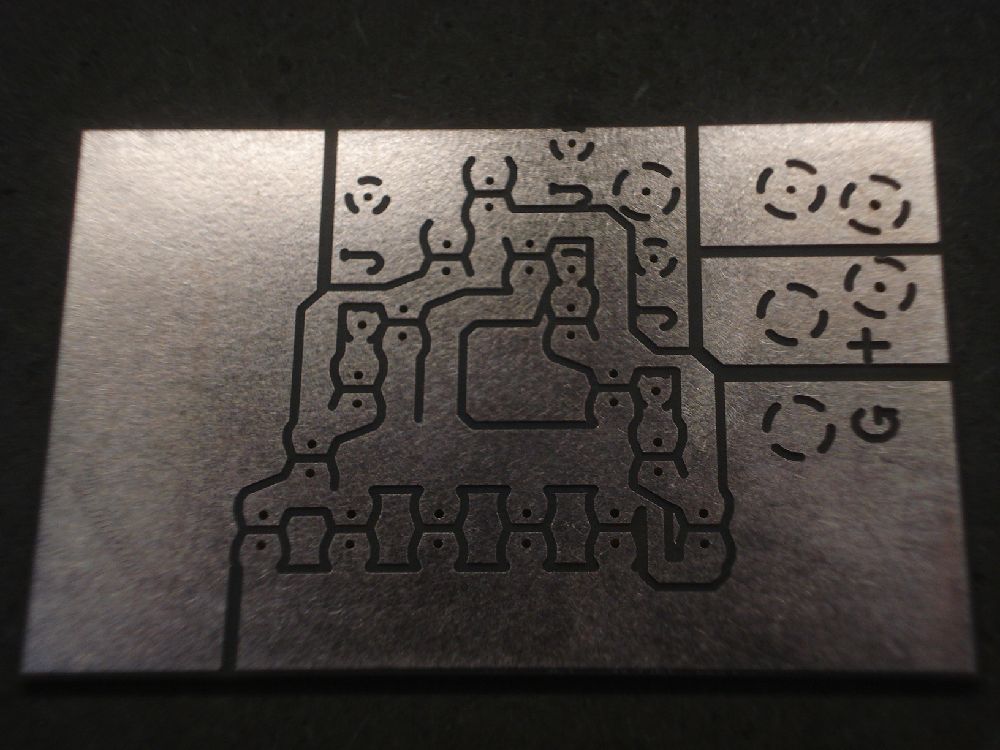
CNC�؍��ƈ�ʓI�ȃv�����g��̈Ⴂ
CNC�؍���CAD�f�[�^�����ɓ������n���ō������A�����J�����肵�Ċ�����܂��B
CNC�؍�H���̒��ŁA�u��H�p�^�[�������v�u�������v�u�O�`�J�b�g�v�Ɗ�����S�Ă̍H�����������Ă���̂���̐v�ύX�ɏ_��Ή��ł��܂��B
�������A��P���삷��ׂɂ����鎞�Ԃ͎��Ƃ�葬�����̂́A�v�����g����͒x���Ȃ�܂��B����ď��ʑ��i�퐶�Y�ɓK�������@�ł��B
������CNC�؍��ɋ߂����̂Ƃ��āA�v�����g�������܂��B
��ʐ��Y�Ŏ嗬�̃v�����g��́A���̖��̂悤�Ɉ���Z�p�ł��B
������̕\�ʓ������܂ŗn�����āA��H�����܂��B
���̌�A���W�X�g�H����LED�̑���ʂ����J���̍H��������܂��B
�����SMD���g�p����ɂ́A���^���}�X�N�ƌĂ���f�[�^�ɍ��킹�����c��h�z����^���p�ӂ���K�v������܂��B
���̂悤���v�����g��͍H�������G�ŁA�P��LED���P���������������̐v�ύX�ł����ԂƃR�X�g�����������ł��B
���̕ς��A�傫�ȃ��b�g�ł̑�ʐ��Y�ɓK���Ă��܂��B
- �v�����g��Ɣ�r���Ĉ���
- �v�����g��Ɣ�r���Ďd�l�ύX���e��
- ���E���\�̎���ɑf�����Ή��ł���
- ���S�E����Ƃ�������ʐ��Y�ɂ͌����Ȃ�
- ���ׂȉ��H�ɂȂ�̂ŋZ�p���K�v
- ���Օi�̃R�X�g��������
- ��̍ގ��E��ނ�������
- ��ʐ��Y���\�A���Y�����傫���Ȃ�����[�R�X�g
- ���Y�����傫���Ȃ���A�P��������̐��쎞�Ԃ��Z���Ȃ�
- ��̍ގ��E��ނ��L�x
- �P�␔�Ƃ��������ʐ��Y�ɂ̓R�X�g�Ǝ��Ԃ�������A�����Ȃ�
- CNC�؍��Ɣ�r���Đv�ύX�����
- ��t�̏�����ۊǂ̖�肪����
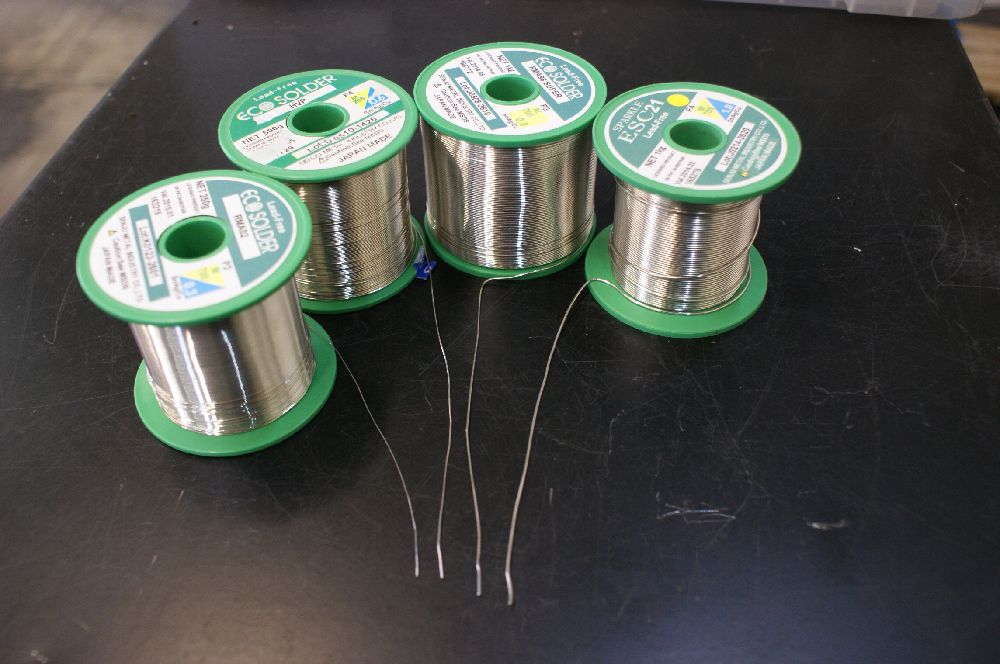
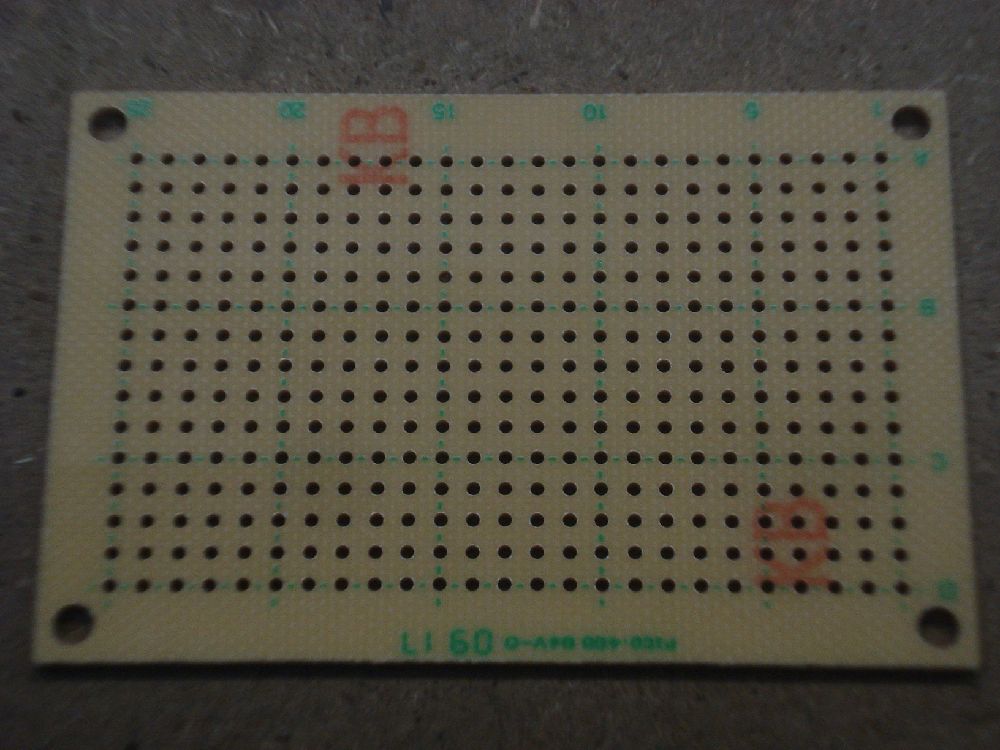
�g�p����k�d�c�̎��
�k�d�c�ɂ͂��̂悤�ɐF�X�Ȏ�ނ�����܂��B
�`��ɂ�镪�ވȊO�ɂ��A���邳�ɂ�镪�ނ�A�F�ɂ�镪�ނ�����܂��B
�g�p����k�d�c�͑�R�̎�ނ̒�����œK�Ȃ��̂�I�����Ďg�p���Ă��܂��B
�Ⴆ�A�E�B���J�[�ɋ��߂��閾�邳�͌㑱�Ԃ���̎��F���ł��A�o�b�N�����v�ɋ��߂��閾�邳�͎��͂��Ƃ炵�o�����邳�ł��B
���̂悤�ɗp�r�ɂ���ċ��߂鐫�\�͈قȂ�܂��B
3mm�C�e�^



���a3mm�̉~���a��LED�ł��B��ԑ����g�p�����5mm�C�e�^���������ʐςɖ��W�����鎞�ȂǂɎg���܂��B
LED�̐F�͖��F�����ł��B�������Ă�5mm�C�e�^�Ɠ���������ȏ�̐��\�ł��B
���������S�̂������Y�ɂȂ��Ă��āALED�̌������̌��܂����p�x�ɏƎ˂��܂��B���̏Ǝ˔͈͂ɂ���ċ��p�^�C�v�ƍL�p�^�C�v�ɂ킩��܂��B
����ɖ��邳�̐��\�ɂ���āA���P�xLED�ƒ����P�xLED�ɕ��ނ���܂��B
���P�xLED�͖��F�����܂��͔����F�Ɠ����F�����Ă��܂��B
�����P�xLED�͊�{�I�ɖ��F�����ł��B
�킩��₷����Ƃ��āA���P�xLED�͕��������̍��̏���LED�n�C�}�E���g�A�����P�xLED�͍ŋ߂̏���LED�n�C�}�E���g�ł��B
��ɃA�W�A�n���[�J�[���J���ɗ͂����Ă��܂��B
5mm�C�e�^



���a5mm�̉~���a��LED�ł��B���Ђł͈�ԑ����g�p�����LED�ł��B
LED�̐F�͖��F�����ł��B���������FLED��LED�̒��S�������������F�ł��B
���̃T�C�Y���s��ł͈�ԖL�x�ŊeLED���[�J�[���J�������ɗ͂����Ă���̂ŁA����ɒ��a���傫��8mm��10mm�T�C�Y��LED�������\�͏�ł��B
�������e�[�������v�̗p�r�ɂ͒����P�x�̂��̂��K���Ă��܂��B
���������S�̂������Y�ɂȂ��Ă��āALED�̌������̌��܂����p�x�ɏƎ˂��܂��B���̏Ǝ˔͈͂ɂ���ċ��p�^�C�v�ƍL�p�^�C�v�ɂ킩��܂��B
����ɖ��邳�̐��\�ɂ���āA���P�xLED�ƒ����P�xLED�ɕ��ނ���܂��B
���Ђł͍��P�x5mm�C�e�^LED�͎g�p���Ă��܂���B
��ɃA�W�A�n���[�J�[���J���ɗ͂����Ă��܂��B
FLUX�^



1�ӂ���7.6mm�̐����`�̌`������LED�ł��B
������LED�̑���4�{����C�e�^��蕨���I���萫���������ƁA�Ǝ˔͈͂��L���^�C�v�������_�A�C�e�^�����傫�ȓd���𗬂���^�C�v���������ł��B
FLUX�^�͖C�e�^����LED�̍������Ȃ����ׂ������ׁA����ߍ��݂ɔ�����v������鎞�ɂ��g�p���܂��B
���i�͖C�e�^��荂�߂ł��B
���E�e���̃��[�J�[���J�����Ă��܂��B
�p���[LED
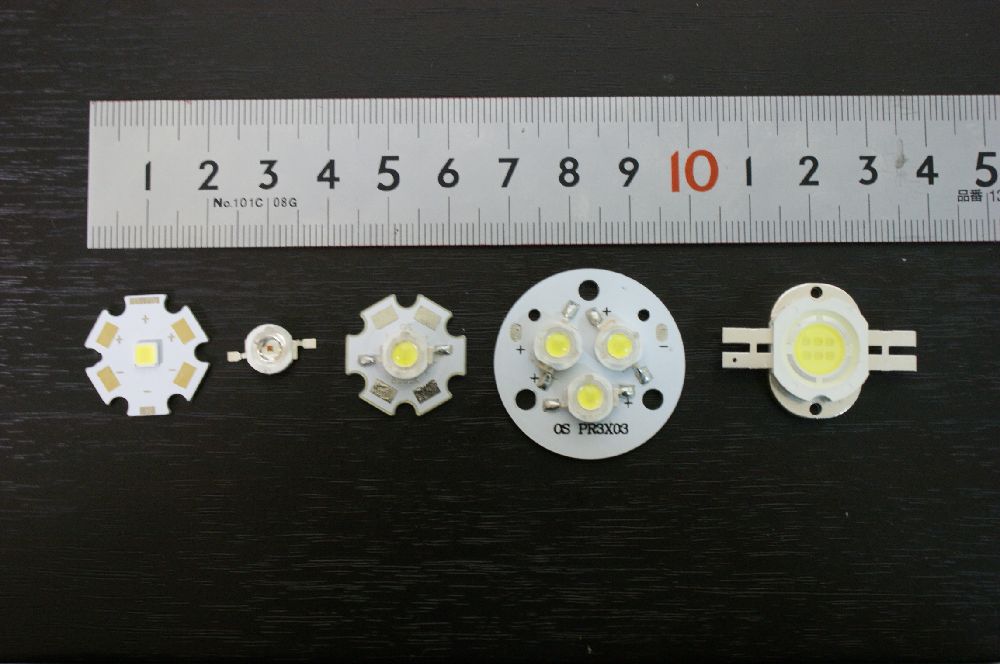



���摜1���ځF������3W�A�PW�A3W�A3W3�A�A10W
���Ɍ��܂����`��͂Ȃ���d���𗬂���LED�ł��B���ɂPW�N���X�ȏ�̂��̂��p���[LED�ƌĂт܂��B
��ɏƖ��ȂǂɎg�p����Ă��āALED�̕��M�K�v�ɂȂ��Ă��܂��B
��ʓI��LED�͔��M���Ȃ��Ƃ����Ă��܂����A�����10~20mA����i�d���l��LED�̘b�ł��B
�p���[LED�͔��F1W�N���X��350mA�A3W�N���X��1000mA���̓d���𗬂��܂��B�i5mm�C�e�^�Ł`50mA�AFLUX�^�Ł`150mA����Ȓ�i�d���l�ł��j
�g�p�ɂ̓A���~�q�[�g�V���N�i���M��j�ɂ�鎩�R����d���t�@���ɂ�鋭����₪�K�v�ł��B
����ɕ��M��̃T�C�Y�͓K���ł͂Ȃ��v�Z�����ċ��߂�K�v������A�Ԉ�����g�����͔M�ɂ����LED�̎�����啝�ɏk�߂܂��B
���݂�LED�̊J�����i�݁A��̑O�ł͍l�����Ȃ��悤�ȏ�����LED�f�q�ɑ傫�ȓd���𗬂��悤�ɂȂ�܂����B
���ׁ̈A���݂�LED�̕��M��@���ɂł��邩�ALED�̑ϔM�����ǂꂾ�������グ�邱�Ƃ��ł���̂����J���|�C���g�ɂȂ��Ă���Ǝv���܂��B
���M�ɂ�����R�X�g������܂��̂ŁA���i�͍��߂ł��B
���E�e���̃��[�J�[���͂����ĊJ�����Ă��܂��B���ɕ����̃p���[LED���A���~��ɓ��ڂ������W���[���Ƃ��ĊJ�����i��ł��܂��B
�`�b�vLED�iSMD�j
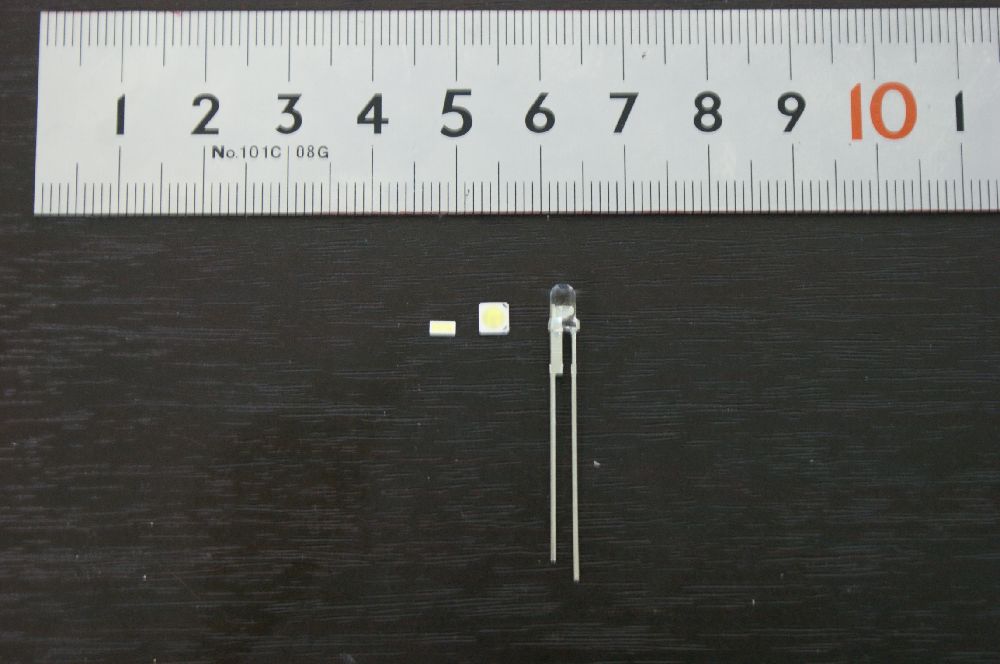
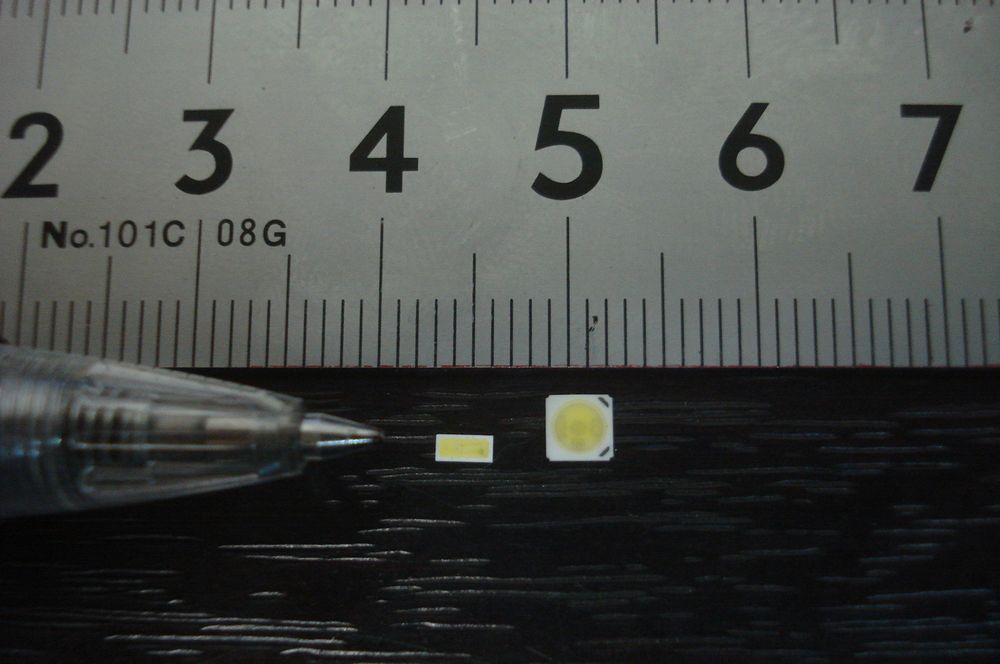

�l�X�ȃT�C�Y������ė��̂悤�ɏ�����LED�ł��B
��Ƀe���r��PC�̃o�b�N���C�g�A�g�ѓd�b�A�����ԓ������i�ȂǂɎg�p����Ă��܂��B
���̃^�C�v�̂悤��LED���̂Ƀ����Y�������̂ŏƎ˔͈͂͂��Ȃ胏�C�h�ł��A�������C�h�Ɋp�U���镪�ʐϓ�����̏ƎˋP�x(mcd)�͗����܂��B
�C�e�^��FLUX�^�̂悤�ȑ�������LED�͊�̌��ɑ����h���Ĕ��c�t�������܂��B
����ɑ��āA���̃`�b�vLED�͌��̊J���Ă��Ȃ����Ƀ`�b�vLED�𓋍ڂ��Ă��̂܂ܔ��c�t������\�ʎ����^�C�v�ł��B
�������鎖�Ŋ���ʂɑ����̕��i�������x�Ɏ������鎖���ł���̂ŏ��^�┖�^�A�����x�ȗʎY�i�ɓK���Ă��܂��B
SMD�^�C�v�����疾�邢�Ƃ����̂͌���ł��B
SMD�́uSurface Mount Device�A�\�ʎ������i�v�̗���ŁASMT�́uSurface Mount Technology�A�\�ʎ����Z�p�v�ł��B
���{���[�J�[�≢�ă��[�J�[�����ɊJ���ɗ͂����Ă���悤�ł��B
COBLED

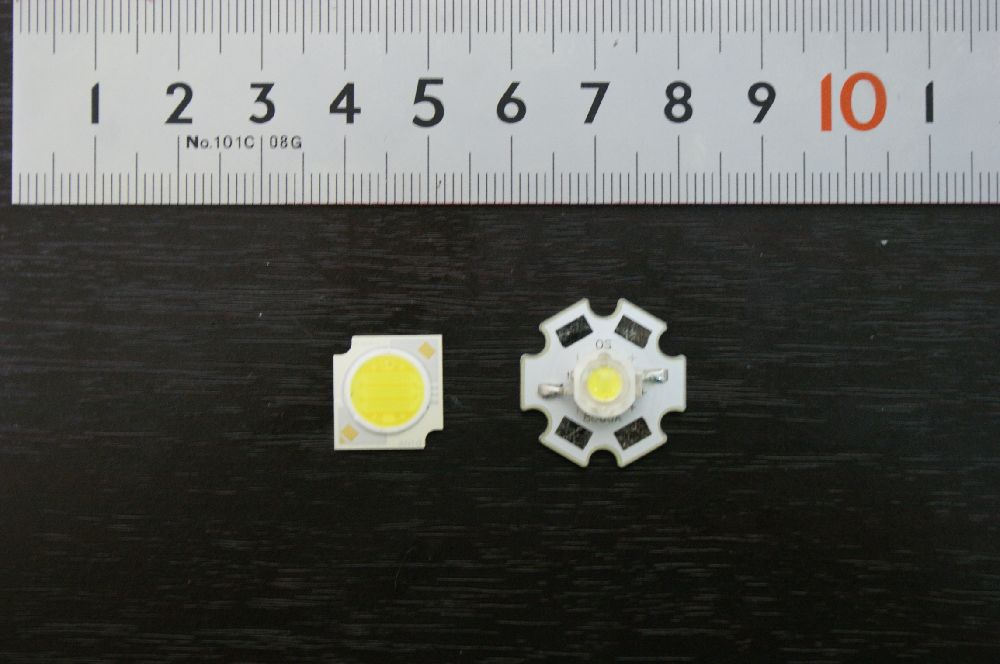
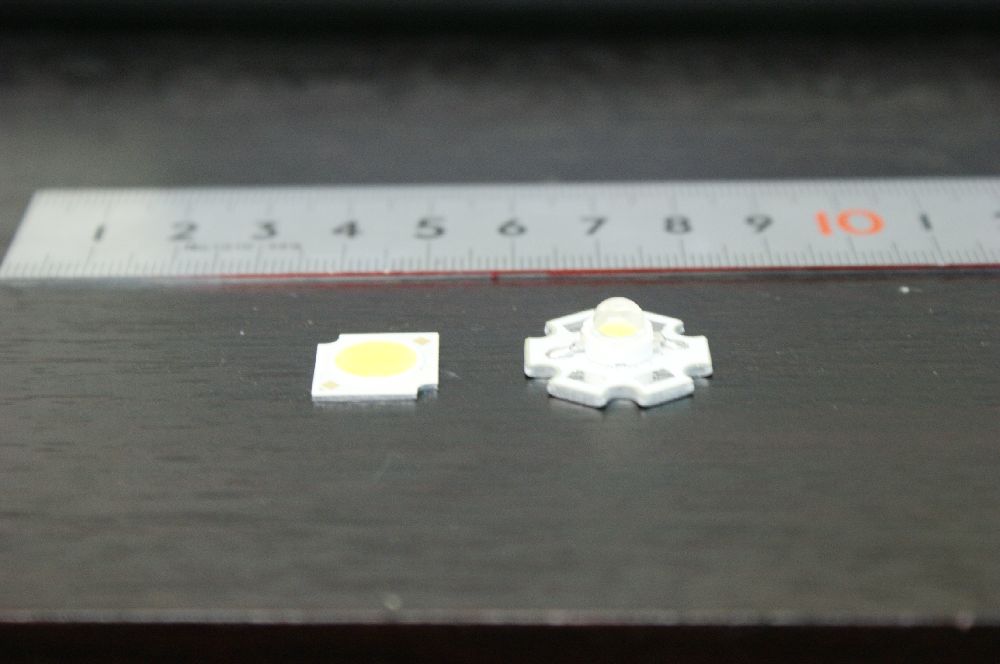

�l�X�Ȍ`����p���[LED�̈��ŁA��{�I�ɏƖ��p�ł��B
COBLED�́uChip on Board�@LED�v�̗��ŁA�������������ڊ�Ɏ�������Ă���LED�ł��B
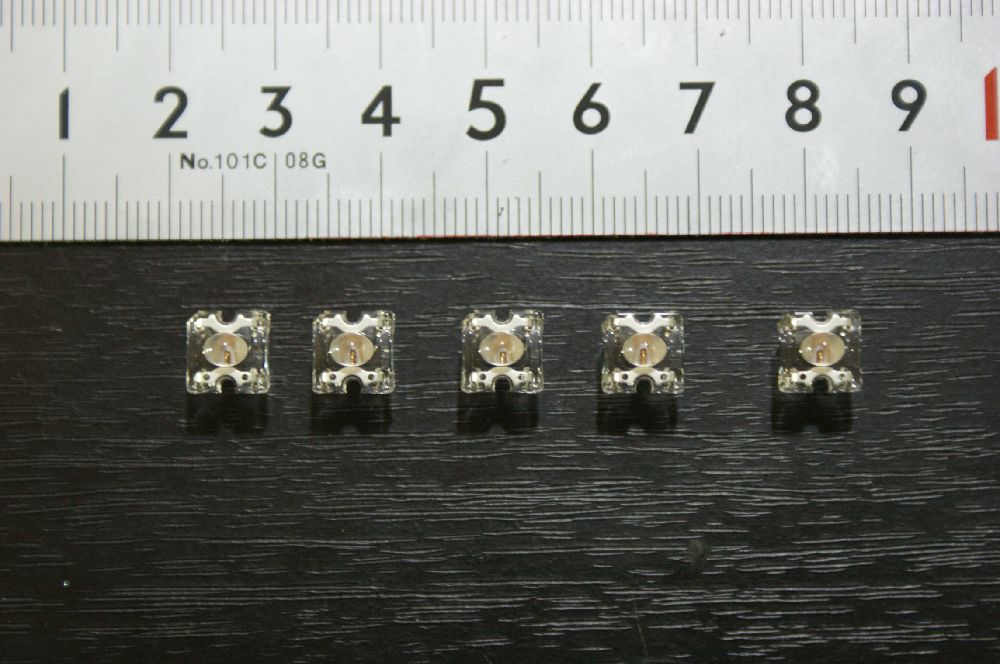
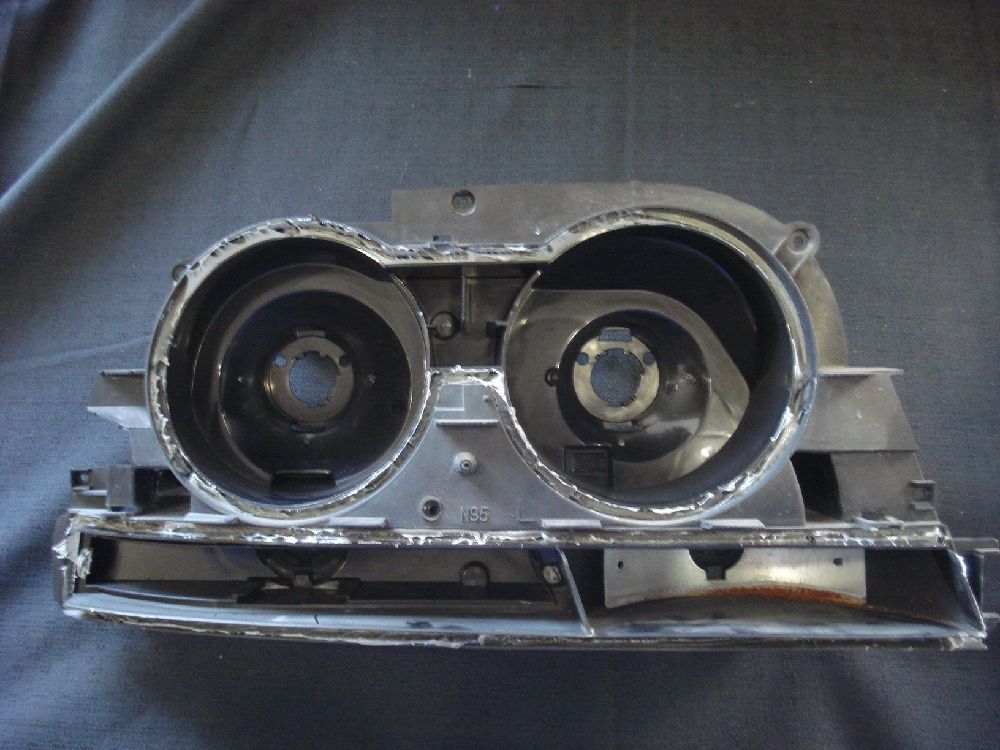
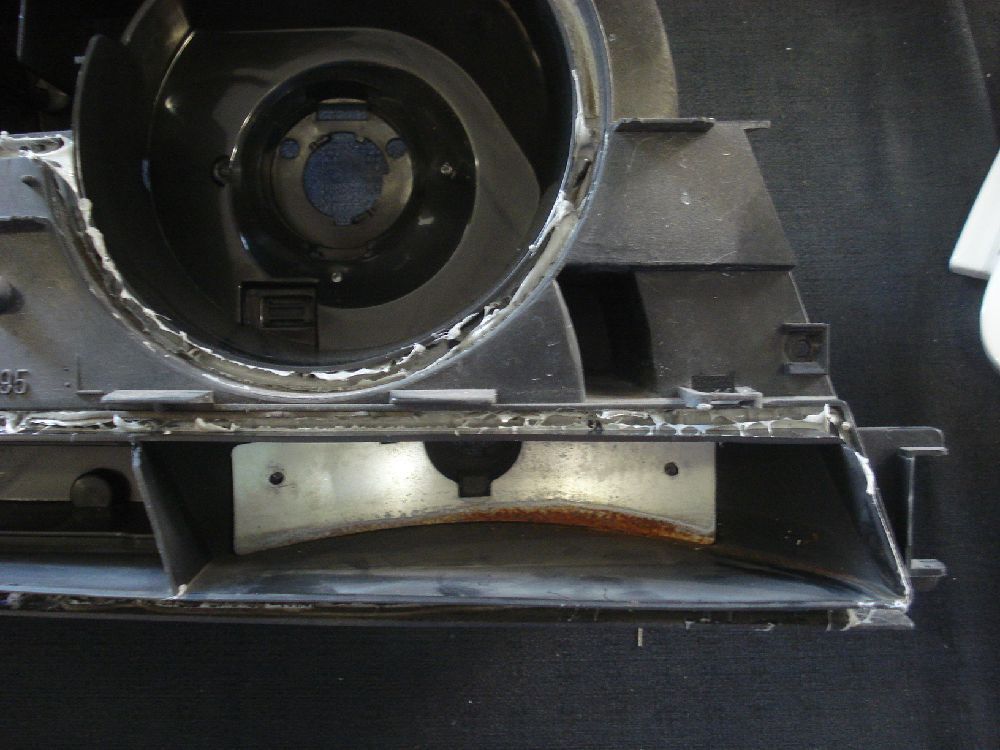
�摜�Q�A�R���ڂ�COBLED�ƃp���[LED�̔�r�ł��A�p���[LED�̂悤�ȂU�p�`�̃A���~���M�������Ȃ��̂Ŕ��^�ł��B
��荂�o�͂Ŕ��^�A���M���ɗD�ꂽ�p���[LED�̐i���`�Ƃ�����LED�ł��B
���コ��ɔ��W��������LED�Ƃ����܂��B���{���[�J�[���J���ɗ͂����Ă���悤�ł��B
LED�̐��\�ɂ���
- �P�x�F�P�ʁFmcd��cd�i�J���f���j
- ���邳�F�P�ʁFlm�i���[�����j
- �F�����F�P�ʁFnm�i�i�m���[�g���j
- �Ǝˊp�x�F�P�ʁFdeg�i�f�B�O���[�j
- ��i�d���l�F�P�ʁFmA�i�~���A���y�A�j
- ���������F�P�ʁFlm/w�i���[����/���b�g�j
- �ϔM���F�P�ʁF���i�Z���V�E�X�x�j
- �F���x�F�P�ʁF�j�i�P���r���j
�P�x�F�P�ʁFmcd��cd�i�J���f���j
�l�Ԃ̖ڂ�������LED�̌��̋����̓x������\�킷�P�ʂł��B
LED�̖��邳��\�킷��ʓI�ȒP�ʂł��B
��{�I�ɂ͂��̐��l�����������邭�Ȃ�̂ł����A
LED�ɂ͏Ǝˊp�x������̂ŁA�Ǝˊp�x�͋����Ȃ��mcd�͍����Ȃ�A�Ǝˊp�x���L���Ȃ�ΒႭ�Ȃ�܂��B
1000mcd=1cd�ł��B
�Q�l���l
�����P�x5mm�C�e�^�̋��p�^�C�v�F10000~100000mcd
�����P�x5mm�C�e�^�̍L�p�^�C�v�F5000~50000mcd
�ė����������ȃ`�b�vLED�i�g�ѓd�b�Ȃǂ̃{�^���o�b�N���C�g�p�j�F50~300mcd
���邳�F�P�ʁFlm�i���[�����j
LED����������̏o�͗ʁi�����j��\�킷�P�ʂł��B
LED������˂��Ă���S�Ă̌������v���Đ��l���������̂ŁA1���[�����́A�_���������E�\�N��1���[�g����ɒu�����Ƃ��̎茳�̖��邳�ł��B
��ɔ��FLED�̖��邳��\�킷���Ɏg�p����܂��B
�ƒ�p��LED�d���Ȃǂ����̒P�ʂŖ��邳��\�L���܂��B
�Q�l���l
4000K~6000K��HID�i�����ԗp35W�P���j�F3000~3500���[����
�ƒ�p�u�����i�ƒ�p�̒���20W�j�F1000~1200���[����
���N�T�XLS600��LED�w�b�h���C�g�i�Б��j�F1000���[����
40W�^�̉ƒ�pLED�d���F480���[����
�ė��Ɠ����ʂ̑傫���̃`�b�vLED�i�g�уJ�����̏Ɩ��p���j�F100~120���[����
���Ђ�R34�p�o�b�N�����v�AQJ-R470(�Б�)�F800���[����
�F�����F�P�ʁFnm�i�i�m���[�g���j
�F��\�킷�P�ʂł��B
�l�Ԃ̖ڂɌ�������̔g���͂��悻380~750nm�ł��B
380nm�ȉ������O���A750nm�ȏ�͐ԊO���ƌĂ�܂��B

�F�̕���
�F~480nm
�F480~500nm
�F500~560nm
���F560~580nm
���F580~595nm
��i�A���o�[�j�F595~610nm
�ԁF610~750nm
����LED�e�[�������v�ŗǂ��g�p�����u���F�v�Ɓu�A���o�[�F�v�A�u�Ԟ�F�v��u�ԐF�v�̂悤��580~720nm�̒��ɐF��������������܂��B
�������FLED�ł�590nm�̂��̂ƁA595nm���̂���������ƃ��[�J�[��i�Ԃɂ���ĐF�������قȂ�܂��B
�F�̔g���𑵂��鎖�Ńt�����g�E�B���J�[�ƃe�[�������v�̃E�B���J�[�̐F���������킹�Ă��܂��B
�Ǝˊp�x�F�P�ʁFdeg�i�f�B�O���[�j
�����Ǝ˂����p�x��\�����Ɏg���܂��B
�d���̓t�B�������g����̌������͈�l�ɕ��˂��܂����ALED�͑f�q������˂�������LED�̃����Y��ʂ��āA���̕����Ɗp�x�ɏƎ˂��܂��B
���̂��߁A�Ǝ˔͈͊O���甭�����Ă���LED�����Ă��S��ῂ����������Ȃ���������܂��B
������LED�ɂ���ďƎˊp�x���قȂ�܂��B
10�x�A20�x�A30�x�A60�x�A80�x�A140�x�E�E�E�ƁA�l�X�ł��B
LED�̏Ǝˊp�x�́ALED�̃f�[�^�[�V�[�g�ɋL�ڂ���Ă��܂��B
���ۂɃe�[�������v�Ɏg�p����ꍇ�́A�����Y�J�b�g�i�e�[�������Y�̃M�U�M�U�͗l�j��A���t���N�^�[�A���ߍ��݈ʒu�����Ǝˊp�x�ɉe����^���܂��B
�ŏI�I�ɓ���ɓ͂��܂ł�LED��������ʉ߂���ӏ��⋗���A�v�f����̂ɂ��Č�������K�v������܂��B
��i�d���l�F�P�ʁFmA�i�~���A���y�A�j
�d���l��\�킷�P�ʂł��B
LED�̖��邳�͗����d���ʂɂ���ĕς��܂��B
�d���𑽂������Η����قǁA���邭�Ȃ�܂�������l�����d����������LED�Ƀ_���[�W��^���A�ŏI�I�ɂ͐�Ă��܂��܂��B
LED�ɂ���Ă��̏���l�͈قȂ�A������i�d���l�ƌĂт܂��B
�V���[�g�̂悤�ɑ�d���������ƃq���[�Y�̂悤�Ɉ�u�ɂ���LED�͐�Ă��܂��܂��B(��i�d���l�F20mA��LED��1000mA�𗬂����ꍇ)
��i�d���l��200%�ʂł͏u���ɂ͐ꂸ�Ƀ`������A�����ϐF���Ȃ��玞�Ԃ������Đ�܂��B(��i�d���l�F20mA��LED��40~50mA�𗬂����ꍇ)
�ł͈�Ԗ��邢��i�d���l100%�������̂��Ƃ����ƁA�����͍l���Ă���܂���B
�Ȃ��Ȃ�LED�ɂ͌̍�������̂ŁA�f�[�^�[�V�[�g��̒�i�l�ł͓d�������ꂷ����LED������̂ł��B
���ׁ̈A�]�T�����������d���l�ɂȂ�悤�v���Ă��܂��B
���������F�P�ʁFlm/w�i���[����/���b�g�j
�P�v������̖��邳�������ƌĂт܂��B
��ɏƖ��̔���������\�킷���Ɏg���܂��B
�ԂɗႦ��Ȃ�A�r�C�ʓ�����̔n�͂ł��傤���A1000cc��100�n�͂Ƃ�����ł��B
�ߔN�A1W������100���[�����i100lm/w�j���鎖�����FLED�̖ڕW�ł����B�ŋ߂ł�1W100���[�������锒�FLED���o�ꂵ�Ă��܂��B
100lm/w�͌u�����Ƃقړ������������ł��B
�Q�l���l
���M�d���F11~18lm/w
�n���Q�������v�F20lm/w
HID�i�L�Z�m�������v�j�F35lm/w
�u�����F90~110lm/w
���FLED�F100lm/w
�ϔM���F�P�ʁF���i�Z���V�E�X�x�j
LED�͔M�Ɏア�ł��B
LED�̎��������E����M�ɂ͈ȉ��̂��̂�����܂��B
�E���c�t���̎��̃R�e���x�Ɖ��M����
�E�g�p������͊��̉��x
�E�g�p�����̉��x
�E�p���[LED���̎��Ȕ��M
���ɔ��c�t���̎��̃R�e���x�͒��ӂ��K�v�ł��B
�u350���ȉ���3�b�ȓ��v�Ƃ����悤�ɂk�d�c�ɂ���ĉ��M���x�̏���Ǝ��Ԃ���߂��Ă��܂��B
���x�Ǘ����ł��Ȃ��ƒ�p�̔��c�R�e�ł͂k�d�c�ɔM�_���[�W�i�q�[�g�V���b�N�j��^���Ă��܂��\��������܂��B
���Ƀ��j�o�[�T�����A���ڐ܂�Ȃ��Ĕ��c�t�����������@�͔��c�t���̔M�̓����ꂪ����LED�����߂₷���ł��B
�F���x�F�P�ʁF�j�i�P���r���j

�w�b�h���C�g�̃o���u�ł��Ȃ��݂̃P���r���͐F���x��\�킷���̂ŁA�������̐F������\�킷�P�ʂŁA���邳��\�킷���̂ł͂���܂���B
�g�h�c��n���Q���o���u�ł�4100K�t�߂���ԃ��[�����l�������A6000K�A8000K�A10000K�ƃP���r�������オ��ɂ�ă��[�����l�͒ቺ���Ă����܂��B
�Z�~�I�[�_�[���C�h����E�����I�t����F����ɃI���W�i���e�B�����߂����
LED�e�[���̃����I�t����u���O
�X�V�F2023/08/08�E�E�ER34�@RB25DET�TMT�����X�s�[�h���[�^�[�̔��FLED�Ɩ�

���Ђł̓X�^���_�[�h�ȃf�U�C���̓��C���i�b�v���i�Ƃ��Ĕ̔����Ă��܂��B
���C���i�b�v���i���A�����W�����f�U�C����ߋ��̃����I�t����i���x�[�X�ɂ����Z�~�I�[�_�[���C�h�����ƑS���V�K�̃I���W�i���f�U�C����LED����]�ތ�q�l�����������I�t�������Ή����Ă���܂��B
����������C���i�b�v���i�Ɠ��l��1�N�Ԃ̐��R��E����ۏؕt�ł��B
���܂łɉ��H���т̖��������v��ЊO�i�̃����v�́A���m�Ȃ����ς���z���o���O�ɁA��x�����v�̌����𑗂��Ă��������ē����\���̒������]����f�U�C���E�d�l�����Ȃ������ł��邩����������K�v������܂��B
�����̌��ʁA�R���Z�v�g�ʂ�Ɏd�グ�鎖���ł��Ȃ��Ɣ��f���������v�͐�����������Ȃ��ꍇ���������܂��B
�����v�̍\���͑��푽�l�A���q�l�̃I�[�_�[���e�����ꂼ��قȂ�܂��B�Ⴆ�Γ����Ԃł��O���ƌ���ł̓����v�̓����\�����S���Ⴄ�����ǂ�����܂��B
���Ղɂǂ�ȃ����v�̉��H�������Ă��܂��ƁA���R�i���͑Ë�������Ȃ��Ȃ�ׂł��B
���C���i�b�v���i���A�����W����悤�ȁi���邳�̕ύX�◱���̕ύX�j��r�I�y�x�̃I�[�_�[���C�h����́A
���܂łɑ�R�̂��q�l���炲�������������L�x�ȃf�[�^��p�ӂ��Ă���܂��̂ŁA�f�U�C���ɂ���Ă̓��C���i�b�v���i�Ƃ��܂�ς��ʃX�s�[�h�Ŏd�グ����ꍇ���������܂��B
�i���Ђł͂q�R�S�^�����v�����ł��悻�Q�O�O��ނ̂b�`�c�f�[�^������܂��B�j
�Z�~�I�[�_�[���C�h����̈��ł��B
�l�C���i��QJ-C406���x�[�X�̗�����Љ�����܂��B
R34GTR�̃Z�~�[�I�[�_�[�����F
�ELED��F���u�������V���o�[�ɕύX�v
�E�O����R35�^�C�v�����O�̒lj�
�E����Ƀ����O������QJ-C406�����̃X���[���A�X�g�b�v���ꂼ��ɖ��邳�����@�\��lj�

����1�A�l�C���i��QJ-C301mc���x�[�X�ɂ���������Љ�����܂��B
R33GTR����̃Z�~�[�I�[�_�[�����F
�E�E�B���J�[�ɃV�[�P���V�����@�\��lj����ALED�̗����ڗ����Ȃ��悤�S�̂������Ă���悤�ɂ���
�E���A�t�H�O�������q�����ɕύX
�E�X���[���A�X�g�b�v���ꂼ��ɖ��邳�����@�\��lj�

�����I�t�����1���ȓ��̖����C�����ԕt�ł�
���ЂƂ��q�l�Ƃ̂����̓C���^�[�l�b�g�݂̂ł��B�I�[�_�[���C�h����͏��i�����O�ɉ摜�Ŏd�オ����m�F���������܂��B
�B�e�摜�Ɩڎ��ł͌������ɍ����o��ꍇ���������܂��A���̂悤�ȕs������������ׂ̃T�[�r�X�ł��B
���i��������1���ȓ��ɂ��\���t������������Ζ����ŏC���T�[�r�X�����Ă��������܂��B






�Z�~�I�[�_�[���C�h����̂����ς�ɂ���
�E�䌩�ϕ��@�F���i����{�H���i3000�~�~���ԁj�{�Z�p��
���i������i�摜�m�F��j�̃f�U�C���ύX��Đ���͕ʓr�Nj���������܂��B
�Nj��v�Z���F�lj��Ŏg�p�������i����{�H���i3000�~�~���ԁj
�E�����C�����ԁF����
�E�[���F�w��s�A�ɂ��Ή��\�B
�E�ۏF1�N�Ԃ̋���E���R��ۏ@�L���ɂĉ����ۏ؉\

�����I�t����̂����ς�ɂ���
���P�Č����ɑ�ώ��Ԃ�������ׁA���ʂɌ��x����܂��E�䌩�ϕ��@�F���i����{�H���i5500�~�܂���6000�~�~���ԁj�{�Z�p��
���̌䌩�ς���z�͂����܂ł��T�Z�ŁA������Ɏ��ۂ̋��z�������������Ă��������܂��B
���I�v�V�����́u�����C�����ԁv�����ł�������ɏ��i������i�摜�m�F��j�̃f�U�C���ύX��Đ��삳���ƕʓr�Nj���������܂��B
�Nj��v�Z���F�lj��Ŏg�p�������i����{�H���i5500�~�~���ԁj
�E�����C�����ԁF�����E�L��A�I���\�@�����F�H��5500�~�A�L��F�H��6000�~
�E�[���F�w��s��
�E�ۏF1�N�Ԃ̋���E���R��ۏ@�L���ɂĉ����ۏ؉\

����␅�R��F�悭����s�ǂ̌����Ƒ�
LED�̎����͐������ԁA��ʓI�ɋ��ꂵ�Ȃ������Ƃ����Ă��܂��B
�������A����͐v��̗��z�I�Ȋ��Ŏg�p�����ꍇ�ł��B
�����ԂɎg�p����ꍇ�͓��ɁA���͉��x�A���x�ω��A���x�A�_���E�����̌J��Ԃ��A�U���A�Ód�C�E�E�E�ƁA�ߍ��Ȋ��ɂ��炳��܂��B
���ׂȐv�~�X���ƃ~�X������ɂȂ���܂��B
�u���H����LED�e�[���͋��ꂵ�ē�����O�v�ƌ�����������܂����A�{���ɂ����Ȃ̂ł��傤���H
�R�X�g�팸�ɐs�͂��鎩���ԃ��[�J�[���A����s�ǂ̃��X�N���Ȃ�������������v�ɍ��R�X�g��LED���̗p���Ă��鎖���炵�Ă��A�v�E����ɖ�肪�Ȃ�����ꂵ�Ȃ��ƍl����������R�ł��B
��ȋ���̌���
�ߓd���F
LED�����v��̏���l���ēd�������ꂽ�ꍇ�A��������܂��B
�����d���̑傫���ɂ���āA�q���[�Y�̂悤�ɏu���ɐꂽ��A�����������Đꂽ�肵�܂��B
�ߓd���̑�
�v�d���l�ɗ]�T���������鎖�ő�����Ă��܂��B
�m����LED�̃X�y�b�N�����E�܂ň����o���ɂ͒�i�d���l����Ԗ��邢�ł��B
�������A�Ԃ̓d���͈��ł͂���܂��A��R����ł͉��x�ω��ɂ���ė����d���l���ω����܂��A��R���̂̌̍�������܂��B
�]�T�̖����v�Ő�������ɋ��ꂵ�Ă��܂��ЊO�i����H�i�������ł��B
���c�N���b�N�F
���c�t�������ɂЂъ��ꂪ�N���ēd��������Ȃ��Ȃ��ċ�������܂��B
�o�N��A�U���A���c�t���s�ǂ������̈�ʓI�ȕs�ǂ̌����ł��B
���c�N���b�N�̑�
�v�����̃p�^�[���`��ƌ��a�A���c�̑I��A���c�W�̉��x�ݒ�ő�����Ă��܂��B
��̃p�^�[���`��͌����������閈�ɁA���ǂ��p�^�[���`��ɉ��ǂ���Ă��܂��B
�V���[�g�F


�{���ڐG���Ă͂����Ȃ����d�������m���ڐG���Ă��܂����ہB
���c�{�[���������ł�������A����܂�Ȃ��Ă���悤�Ȋ�ł͑����m���ڐG���ĕs�ǂ̌����ɂȂ����肵�܂��B
���b�L�����̂��ꂽ�����v�ł́A���b�L��LED�̑����G��ăV���[�g����P�[�X������܂��B
�V���[�g�̑�
���c�{�[�����������ɂ������c��I��A���c�{�[�����������ɂ����W�̉��x��ݒ�A���c�{�[���͖ڎ��m�F�ő�����Ă��܂��B
����Ɋ��U�������ɂ����āA���U��Ԃł��V���[�g���N���Ȃ������e�X�g���Ă��܂��B
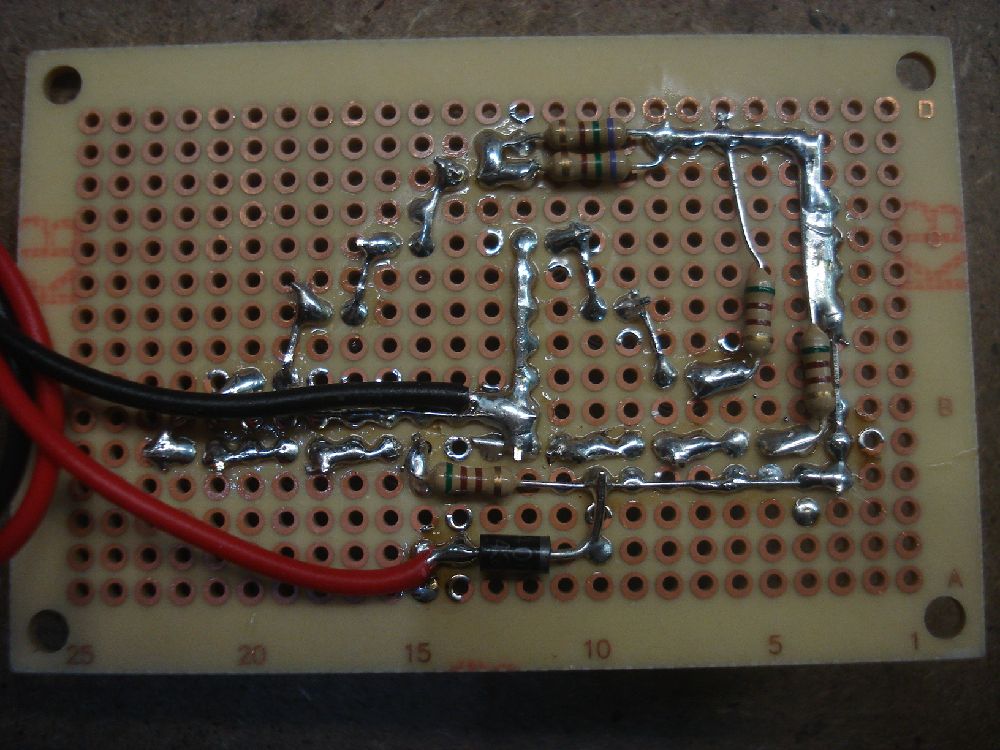
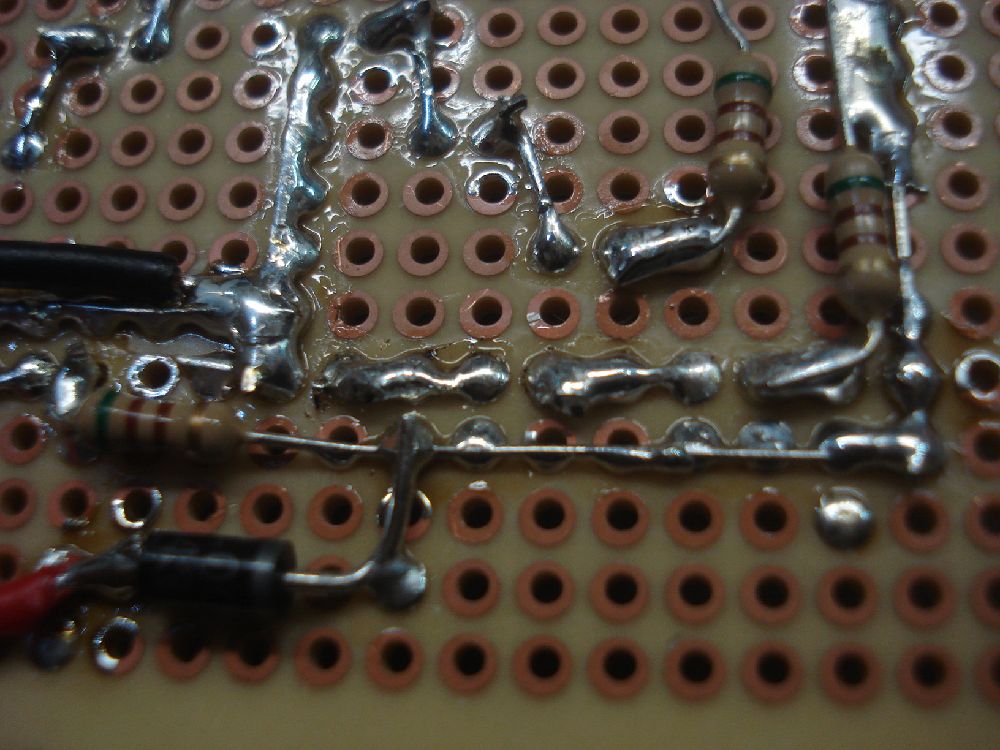
������A�ڐG�̋��ꂪ����ӏ��͊��p�̍����x�z�b�g�����g�ŌŒ肵�Ă��܂��B
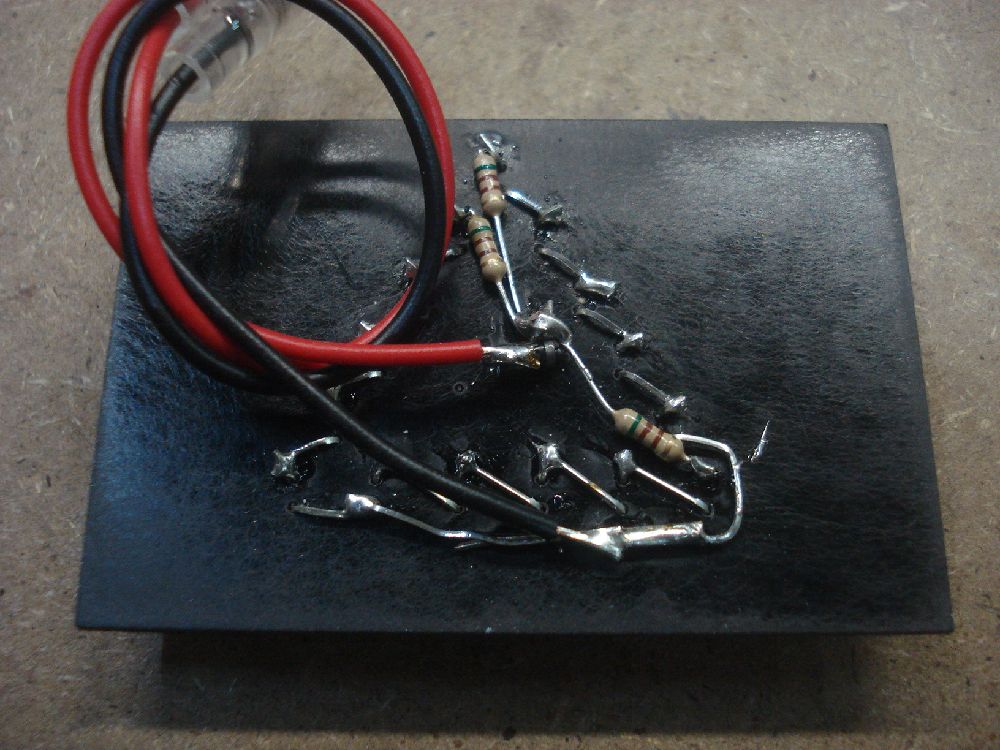
LED�s�ǁF


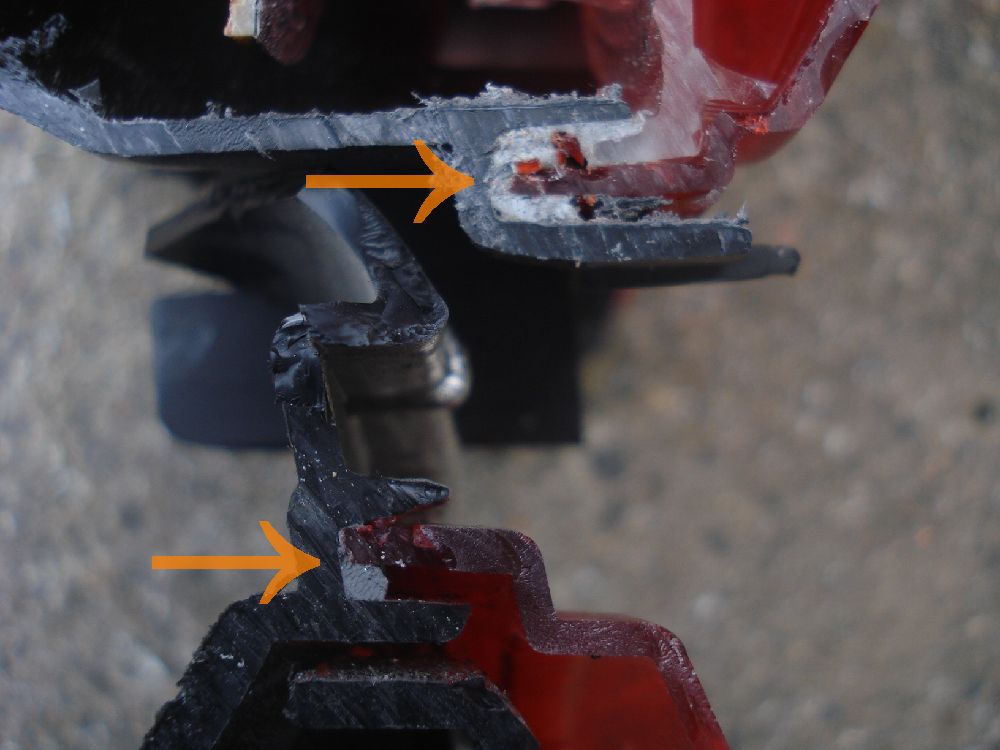
�E�摜�F�{���f�B���O���C���[�s�ǁA���摜�F�u���̕s��
LED���̂̕s�ǂɂ����̂ł��B
LED���͕̂s�ǂł͖����A���c�t���̔M��LED�Ƀ_���[�W��^���ĉĂ��܂��P�[�X�i�q�[�g�V���b�N�j������܂��B
LED�s�ǂ̑�
��������ɑS���ڎ��m�F�����Ă��܂��B
���c�t�����W���x�ƁA���c�t����Ǝ��ԁA��̃p�^�[���`��ɒ��ӂ��ALED�ɔM���W�����Ȃ��悤�ɂ��Ă��܂��B
CNC�؍��́A�����̖ʐς��L�����M���ɗD��Ă���̂ŁA�����@�Ɣ�r���Ċi�i��LED�ɔM��^���ɂ����ł��B
�Ód�C�F
�Ód�C�̓d���͐���{���g�ɂ��Ȃ�A���������LED�͉��Ă��܂��܂��B
�������~��ɎԂ̃h�A�m�u��G����1�x�p�`�b�ƂȂ������x�ő����ɔj��鎖�͂���܂���B
�Ód�C�̑�
���c�t����Ǝ��A�_���m�F��Ǝ��A����O��3�H���ɐÓd�C���d���u�i�C�I�i�C�U�[�j��ݒu���ĐÓd�C������Ă��܂��B
���̑��ɔ��c�W���Ód�C��ς݂̂��̂��g�p���Ă��܂��B
���M���F
���͉��x�������ɂȂ��LED�̎����͊e�i�ɒቺ���܂��B
�w�b�h���C�g�̂���LED�o���u�����t�����肷��ꍇ�ł��B
��̓I�ɂ�60���ȏ���������ƍl���Ă��܂�
�������̑�
���͉��x�������ɂȂ�ӏ��̉��H�E����͈����Ă���܂���B
�w�b�h���C�g�̉��H�������Ă��Ȃ��̂͂��ׂ̈ł��B
���C�F
�e�[�������v�͖h���\���̋C�����^�C�v�ƁA�����ł͂Ȃ��^�C�v������܂��B
�Ⴆ��R34GTR�̃e�[���͖h���\���ł����AR32GTR�̃e�[���͂����ł͂���܂���B
R32GTR�̃e�[�������v�̓u�`���V�[���Ŏԑ̂ƃe�[���̊Ԃ�h�����Ă���̂ŁA�g�����N�������烉���v�����Ɏ��C��z�R�����N�����܂��B
���C�Ȃ���Ă��Ȃ��ƒ������̊��Ԃ�LED�̑��ɎK�������A���ꂵ�܂��B
���C�̑�
��ɂ͖h�K�E�h���E�≏�p�̊�R�[�e�B���O�܂�h�z���Ă��܂��B
���R��ɂ���
�ЊOLED�e�[�������v����H���ꂽLED�e�[�������v�͐��R������R�ƍl�����Ă��܂��B
�V�i�Ȃ̂ɂ�������炸�u���t���O�ɃR�[�L���O�����ĉ������B�v�Ɛ�������Ă�����A
�u���H�i�Ȃ̂ŁA���R�ꂪ�S�z�ȕ��̓R�[�L���O�����ĉ������B�v�Ɛ�������Ă���悤�ȉ��H�i������܂��B
�����ɂ����ă����v���O�������Y��Ɋ��S�ɃR�[�L���O���鎖�͊ȒP�ɂł��鎖�ł͂���܂���B
�g���V�[�����O�̍ގ����ԈႤ�ƃ����v��ɂ߂܂��B
����ł͏��������v�͐��R�ꂵ�Ȃ��̂��Ƃ����Ƃ���Ȏ��͂���܂���B
�o���エ�悻10�N�Ԃ͐��R�ꂵ�Ȃ����A���̌�͌o�N�Ő��R�ꂵ�₷���Ȃ�܂��B
���Ђł��u�V�[�����O�܂ɂ��ڒ��^�C�v�̃����Y�v�͏����Ɠ����ގ��ŃV�[�����O�A�u�n���ɂ��ڍ��^�C�v�̃����Y�v�͐؊J�ӏ���n���Őڍ����Ă��܂��B
���̑��A�I�[�_�[�ɉ����ĉ摜�̂悤�Ȑ��v�{���͌��������{���Ă��܂��A���̌����@�ނ����А��ł��B

��Ȑ��R��̉ӏ�
�����Y�ƃ����v�n�E�W���O�̊ԁF
�o�N�ɂ��Z���F
���А���i�̃V�[�����O�F


�ЊO�i�̃V�[�����O�F


���А���i�ƎЊO�i�̃V�[�����O��r�F
��Ȑ��R�ꌴ���ӏ��ł��B�����Y�ƃ����v�n�E�W���O�̐ڍ����@�͑�܂���2��ނ���܂��B
�u�V�[�����O�܂ɂ��ڒ��^�C�v�v���u�n���ɂ��ڍ��^�C�v�v�ł��B
�ЊO�i��LED�e�[���ɑ��������鐅�R��͂��̗n���s�ǂ��V�[�������s�ǂł��B
���[�J�[�����i�ƈ���āA�ЊO�i�̓V�[���܂�����~�]���L���A�V�[���܂����Ȃ߂ł��B
���H�i�Ɍ����鐅�R��́u�V�[�����O�܂ɂ��ڒ��^�C�v�v��������̃V�[���s�ǂł��B
���̃V�[���܂͓���ȍގ��œ��肵�ɂ����̂ŁA�V�[���܂��[���Ȃ�������A�������Ȃ��܂܌��ɖ߂����������悤�ł��B
���̂悤�ȉ��H�i�ł͐��J����ɐ��R�ꂷ�鎖������܂��B
���[�J�[�����i�����R�ꂷ��ꍇ�A�u�V�[�����O�܂ɂ��ڒ��^�C�v�v�͌o�N�ɂ��V�[���܂̓������A
�u�n���ɂ��ڍ��^�C�v�v�͌o�N�ɂ��n���ӏ��̃N���b�N�����������ł��B
�����Y�ƃ����v�n�E�W���O�̊Ԃ̐��R���
�u�V�[�����O�܂ɂ��ڒ��^�C�v�v�̃V�[�����@�͏����Ɠ����ގ����g�p���ē��l�̍H�@�Ŏ{�H���Ă��܂��B
�V�[���܂̉ߕs���E�C�A�̍����ɓ��ɒ��ӂ��Ă��܂��B
�����v�n�E�W���O�Ɩh���p�b�L���̊�

�ЊO�i�ɑ��������鐅�R�ꌴ���ł��B
�z����ʂ��S���p�b�L���̃T�C�Y���z���̑����ƍ����Ă��Ȃ��s�ǂł��B
�����v�n�E�W���O�Ɩh���p�b�L���̊Ԃ̐��R���
��{�I�ɍ\���ɖ�肪�����ЊO�i�͉��H����t�Ă��܂���B
�������̉摜�̂悤�ȏ�Ԃ�����V�[���܂̒����Ő��R�������܂��B
�����v�n�E�W���O�̐؊J��
�u�n���ɂ��ڍ��^�C�v�v�̃����v�̉��H�i�Ɍ����鐅�R�ꌴ���ł��B
���H����ׂɃ����v�n�E�W���O��؊J�����ӏ����琅�R�ꂵ�Ă��܂��P�[�X�ł��B
���H��ɗn���݂̂Ő؊J���߂�P�[�X�ƃV�[���܂p����P�[�X�A�܂��̓V�[���܂݂̂Ŗ��߂�P�[�X������܂��B
�V�[���s�ǂ��琅�R����N�����܂��B
�����v�n�E�W���O�̐؊J���̐��R���
���C���i�b�v���i�͑S�ėn���݂̂Ő؊J���߂āA���R�������Ă��܂��B
�ڎ��ł͂킩��Ȃ��j�̌��̂悤�ȃs���z�[���ł����R�������̂œƎ��̕��@��2�d�̐��R��m�F���s���Ă��܂��B
�I�[�_�[���C�h����ł̓V�[���܂̕��p�Ő��R��������ꍇ������܂��B
�����v�n�E�W���O�̔j���ӏ�����


���Ã����v�⎖�̎ԓ��Ɍ����鐅�R�ꌴ���ł��B
���O����Ƃ�Փ˂̖����ȗ͂Ń����v�Ƀq�r�����������Ă��܂���������Z�����܂��B
�����v�n�E�W���O�̐؊J���̐��R���
���Ã����v�͑S�����i�����đĂ��܂��B
��������ł��̂悤�ȃ����v���������ꍇ�A��C�܂��͒������@�̕ύX�ȂǂőΉ��������܂��B
�ۏ؊��Ԍo�ߌ�̏C���̂����ς�ɂ���
�C�����e�ɂ���ċ��z���ς���Ă��܂��̂ŁA���ۂ̏C�����z�̓P�[�X�o�C�P�[�X�ł��B
��ʓI�Ƀ��m�Â���ɉ����ďC���͊����ɂȂ�܂��A�Ƃ����܂��̂����i����鎞�͈��̍H����i�߂Ă����܂��B�i1��1�����X�Ɛi�ރC���[�W�j
����ɑ��A�C���͈�x�g�݂����������i���A�Ȃ��悤�ɕ������A��������肵���̏�Ԃɕ��A������ׂł��B�i3���i���2���߂�悤�ȃC���[�W�j
�C���̌䌩�ς���@�́A���L�̒ʂ�ł��B
�u�ޗ�����v�{�u���쎞�ԁ~6000�~�v�{�u�������̑����v
�E�ޗ�����FLED���Ȃ�
�E���쎞�ԁF����ɂ����鐳�����Ԃł��i�������ԁA�ҋ@���Ԃ͊܂݂܂���B�j
�ۏ�
���C���i�b�v���i�A�Z�~�I�[�_�[���C�h�E�����I�t����i�Ƃ���1�N�Ԃ̋���E���R��ۏؕt���ł��B
����ɑS���i�Ɂ{1�`3�N�̉����ۏ�t���鎖���ł��A���C���i�b�v���i�̓u���E�U��ł����ς�ł��܂��B�����ۏy�[�W�͂����炩��
����ɂ͖��S�������Ă͂��܂���������A�ۏ؊��ԓ���LED�̋����A�����v�̐��R�ꂪ���������ꍇ�͖����C�������Ă��������܂��B
�ۏ؊��Ԍo�߂̕s����C���Ή��\�ł��B
���А���i�͓��{�݂̂Ȃ炸�A���E���̂��q�l�ɂ����ڂ��������Ă��܂��B
2019�N3�����݂ł̔̔����э�
�}���[�V�A�A���`�A�I�[�X�g�����A�A�j���[�W�[�����h�A�A�����J�A
�C�M���X�A�J�i�_�A�t�����X�A�h�C�c�A�X�C�X�A�m���E�F�[�A�I�[�X�g���A�A
�n���K���[�A�A�C�������h�A���V�A�A�N�E�F�[�g�A�T�E�W�A���r�A�A�A���u���A�M�A�I�}�[���A
�؍��A�}�J�I�A�^�C�A�C���h�l�V�A�A�V���K�|�[���A�t�B���s��
���̂�A�N�V�f���g�ɂ��j���̑Ή�
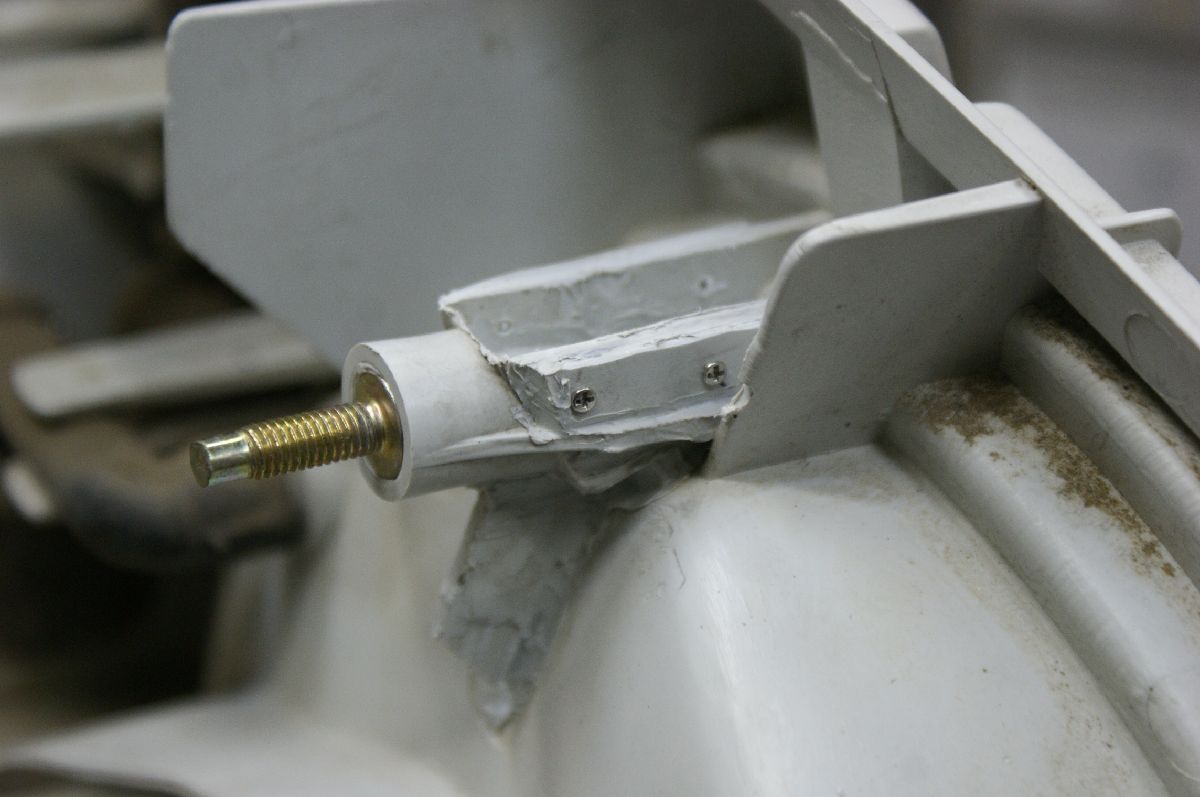
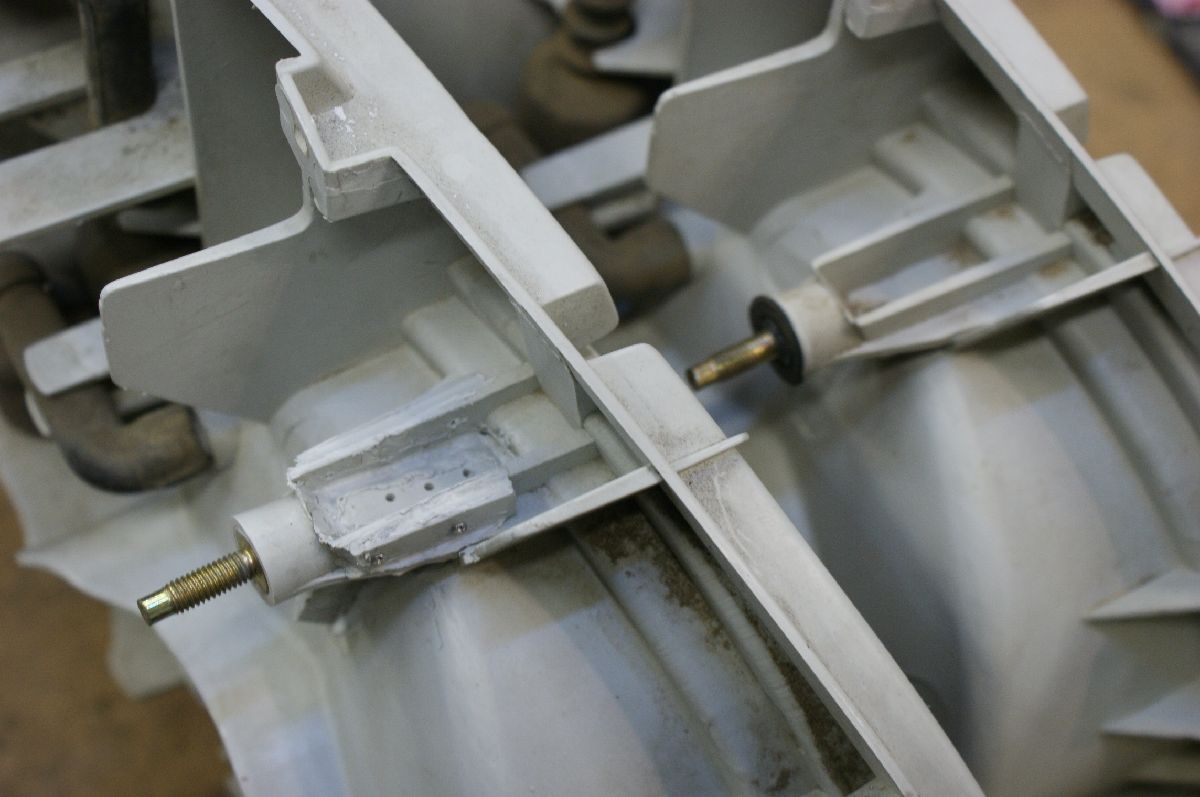
������̎��̂�T�[�L�b�g�ł̃N���b�V���A��t���Ƀ{���g��܂��Ă��܂����E�E�E�B
�ۏ͈̔͊O�̕s�ӂ̃A�N�V�f���g�ɂ�郉���v�̔j���������А���i�͏C���Ή��������܂��B
�s�^�ɂ���ʎ��̂ɂ����Ă��܂���LED�e�[�������v��j�����Ă��܂����ꍇ�͂����ς菑��ی�������ɒ�o�A�ی����ɂ��C�����ł��܂��B
���̑��ɐ܂�Ă��܂����{���g�̏C����A�j�����Ă��܂��������v����̈ڐA�Ȃǂ��\�ł��B
����������LED�e�[�������v�������ڂ������������̂ň��Ղɔ��ւ������߂�X�^�C���ł͂���܂���A�����S���������B
�j�����Ă��܂��������v�̏C���̈������Љ�����܂��B
R34GTR�̃e�[�������v�̏C����F
�E�Ǘ�F��������̂��˗��ɓ͂��������v�̃{���g��1�����X�e�[���ƌ����B����1�����͐ڒ��ނŕ�C����Ă������A��������������B
�E�C���v���F�����K��g���N�ɏ\���ς�����ϋv���ƁA�{���g�ʒu�����ʂ�s�b�^�������ʒu�ɂ��鎖�B
�E�C�����@�F�����ӏ��͓��Ђ̕��i��胉���v����̈ڐA�C���A������̓X�e�[�⋭���s�����B
�E�|�C���g�F���̏C���ɂ͐ڒ��܂��g�킸�A���f�ނ�PP(�|���v���s����)�̓��ĔĂėn���{�ɏ��r�X�ŌŒ�A
����ɒlj��̂����瓦�����p�̃X�e�[�݂��鎖�ōĔ��h�~��}��܂����B
����1�̂�����ӏ����ڒ��ނ��g�킸��PP�f�ނ̃X�e�[��lj��Ŋ��ݍ��킹�ėn�����邱�Ƃŋ��x�𑝂��܂����B






�I�[�i�[�l�������Ɏ�t���ł��Ċ��ł��܂����A����Җ����ɂ��܂��B
���C���i�b�v���i�i�Ԏ�ʏ��i�ꗗ�y�[�W�j
�Z�~�I�[�_�[���C�h�E�����I�t�����i�u���O�Ԏ�ʃJ�e�S���y�[�W�j